
ąÆ ąĪąŠą▓ąĄčéčüčéą║ąŠą╝ ąĪąŠčĹʹĄ ą▓ čłąĄčüčéąĖą┤ąĄčüčÅčéčŗąĄ ą│ąŠą┤čŗ XXą▓ąĄą║ą░ ą▒čŗą╗ą░ ą┐ąŠčüčéą░ą▓ą╗ąĄąĮą░ ąĖ čāčüą┐ąĄčłąĮąŠ čĆąĄčłąĄąĮą░ ą┐čĆąŠą│čĆą░ą╝ą╝ą░ ą╝ą░čüčüąŠą▓ąŠą│ąŠ ąČąĖą╗ąĖčēąĮąŠą│ąŠ čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ą░. ąöą╗čÅ ąĄąĄ čĆąĄą░ą╗ąĖąĘą░čåąĖąĖ ą▒čŗą╗ą░ čüąŠąĘą┤ą░ąĮą░ ą│ąĖą│ą░ąĮčéčüą║ą░čÅ ąĖąĮą┤čāčüčéčĆąĖčÅ čüčéčĆąŠąĖč鹥ą╗čīąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓, ą┐čĆą░ą║čéąĖč湥čüą║ąĖ ą▒ąŠą╗čīčłą░čÅ čćą░čüčéčī ąĘą░ą▓ąŠą┤ąŠą▓ ą¢ąæąś ąĖ ąöąĪąÜ ą▒čŗą╗ąĖ ą┐ąŠčüčéčĆąŠąĄąĮčŗ ą▓ č鹥 ą│ąŠą┤čŗ.┬Ā ąĪąŠ ą▓čĆąĄą╝ąĄąĮąĖ čĆąĄą░ą╗ąĖąĘą░čåąĖąĖ ą┐čĆąŠą│čĆą░ą╝ą╝čŗ ą┐čĆąŠčłą╗ąŠ čüą▓čŗčłąĄ 50 ą╗ąĄčé. ą×ą┤ąĮą░ą║ąŠ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠčüčéčī ą┐ąŠ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓čā ą▒ąĄč鹊ąĮą░ ąĖ ąČąĄą╗ąĄąĘąŠą▒ąĄč鹊ąĮą░ ŌĆō ąŠčüąĮąŠą▓ą░ čüčéčĆąŠą╣ąĖąĮą┤čāčüčéčĆąĖąĖ, ąĮąĄ ąĖą╝ąĄčÄčēą░čÅ čüčéąĖą╝čāą╗čā ą║ čüąŠą▓ąĄčĆčłąĄąĮčüčéą▓ąŠą▓ą░ąĮąĖčÄ, ą╝ą░ą╗ąŠ ąĖąĘą╝ąĄąĮąĖą╗čüčī ąĘą░ čŹčéąĖ ą│ąŠą┤čŗ ŌĆō ą▓ ąŠčüąĮąŠą▓ąĮąŠą╝ čéą░ ąČąĄ ą┐ąŠč鹊čćąĮąŠ-ą░ą│čĆąĄą│ą░čéąĮą░čÅ č鹥čģąĮąŠą╗ąŠą│ąĖčÅ, ą┐ąŠą┤ą▓ąĖąČąĮčŗąĄ čüą╝ąĄčüąĖ, ąĘą░ą┐ąŠą╗ąĮąĖč鹥ą╗ąĖ ┬½čü čāą╗ąĖčåčŗ┬╗ ą░čĆą╝ą░čéčāčĆą░ ąĮąĄ ą▓čŗčłąĄ IV ą║ą╗ą░čüčüą░, ąĮąĄą┤ąŠčüčéą░č鹊čćąĮąŠąĄ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄ čģąĖą╝ą┤ąŠą▒ą░ą▓ąŠą║, ąĮąĄąŠą┐čĆą░ą▓ą┤ą░ąĮąĮąŠ ą▓čŗčüąŠą║ąŠąĄ 菹ĮąĄčĆą│ąŠą┐ąŠčéčĆąĄą▒ą╗ąĄąĮąĖąĄ ąĖ čé.ą┤.

ąØąĄ ą╝ąĄąĮąĄąĄ čüą╗ąŠąČąĮąŠ čü ą║ą░ą┤čĆą░ą╝ąĖ. ąĀą░ą▒ąŠčéąĮąĖą║ąĖ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖą╣, ą▓ąŠčüą┐ąĖčéą░ąĮąĮčŗąĄ ąĮą░ č鹥čģąĮąŠą╗ąŠą│ąĖčÅčģ ą┐čÅčéąĖą┤ąĄčüčÅčéąĖą╗ąĄčéąĮąĄą╣ ą┤ą░ą▓ąĮąŠčüčéąĖ ąĖ ą┐čĆą░ą║čéąĖč湥čüą║ąĖ ąĮąĄ ą┐ąŠą▓čŗčłą░ą▓čłąĖąĄ čüą▓ąŠčÄ ą║ą▓ą░ą╗ąĖčäąĖą║ą░čåąĖčÄ (ą▓ ąĪąŠą▓ąĄčéčüą║ąŠą╝ ąĪąŠčĹʹĄ ąĮąĄ ą▒čŗą╗ąŠ ąŠą▒čÅąĘą░č鹥ą╗čīąĮąŠą╣ čüąĖčüč鹥ą╝čŗ ą┐ąĄčĆąĄą┐ąŠą┤ą│ąŠč鹊ą▓ą║ąĖ ąĖ ą░čéč鹥čüčéą░čåąĖąĖ ą║ą░ą┤čĆąŠą▓), ąĮąĄ č鹊ą╗čīą║ąŠ ąĮąĄ čüą┐čĆą░ą▓ą╗čÅčÄčéčüčÅ čü ąĮąŠą▓čŗą╝ąĖ č鹥čģąĮąŠą╗ąŠą│ąĖčÅą╝ąĖ, ąĮąŠ, ąĖ, ą║ą░ą║ ą┐čĆą░ą▓ąĖą╗ąŠ, ą▓čüčÅč湥čüą║ąĖ ą┐čĆąĄą┐čÅčéčüčéą▓čāčÄčé ąĖčģ čĆąĄą░ą╗ąĖąĘą░čåąĖąĖ.
ą¤ąŠ čüčāčēąĄčüčéą▓čā, ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠ ąĘą░ąĮąŠą▓ąŠ čüąŠąĘą┤ą░ą▓ą░čéčī ąĖąĮą┤čāčüčéčĆąĖčÄ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ ą▒ąĄč鹊ąĮą░ ąĖ ąČąĄą╗ąĄąĘąŠą▒ąĄč鹊ąĮą░. ąś ąĮą░čćą░čéčī čüą╗ąĄą┤čāąĄčé čü ąĘą░ą┐ąŠą╗ąĮąĖč鹥ą╗ąĄą╣ ąĖ čåąĄą╝ąĄąĮčéą░. ą¦č鹊-ąČąĄ ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠ čüą┤ąĄą╗ą░čéčī, čćč鹊ą▒čŗ ą┐čĆąĖą▓ąĄčüčéąĖ ą▒ąĄč鹊ąĮąĮąŠąĄ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąŠ ą║ čāčĆąŠą▓ąĮčÄ ą▓ąĄą┤čāčēąĖčģ ą╝ąĖčĆąŠą▓čŗčģ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗ąĄą╣.
ąÆ č鹥 ąČąĄ čłąĄčüčéąĖą┤ąĄčüčÅčéčŗąĄ ą│ąŠą┤čŗ, ąĮąĄčüą╝ąŠčéčĆčÅ ąĮą░ ą┤ąĄą║ą╗ą░čĆą░čåąĖąĖ ąŠ ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠčüčéąĖ čüąĮąĖąČąĄąĮąĖčÅ čüč鹊ąĖą╝ąŠčüčéąĖ čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ą░ ąĖ ąČąĄčüčéą║čāčÄ čĆąĄą│ą╗ą░ą╝ąĄąĮčéą░čåąĖčÄ čĆą░čüčģąŠą┤ą░ čåąĄą╝ąĄąĮčéą░, ą▓ąŠą┐čĆąŠčü ąŠ ą┐ąŠą┤ą│ąŠč鹊ą▓ą║ąĄ ąĘą░ą┐ąŠą╗ąĮąĖč鹥ą╗ąĄą╣ ą┤ą╗čÅ ą▒ąĄč鹊ąĮą░ ąĮą░ ą│ąŠčüčāą┤ą░čĆčüčéą▓ąĄąĮąĮąŠą╝ čāčĆąŠą▓ąĮąĄ ą┤ą░ąČąĄ ąĮąĄ čüčéą░ą▓ąĖą╗čüčÅ, čćč鹊 ąĮą░ ą┤ąŠą╗ą│ąĖąĄ ą│ąŠą┤čŗ ąĘą░č鹊čĆą╝ąŠąĘąĖą╗ąŠ čĆą░ąĘą▓ąĖčéąĖąĄ čüčéčĆąŠą╣ąĖąĮą┤čāčüčéčĆąĖąĖ čüčéčĆą░ąĮčŗ. ąÆ č鹊 ą▓čĆąĄą╝čÅ ą║ą░ą║ ą╝ąĖčĆąŠą▓ą░čÅ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠčüčéčī čüčéčĆąŠąĖč鹥ą╗čīąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ čĆą░ą▒ąŠčéą░ą╗ą░ ąĮą░ ą╝čŗčéčŗčģ, čüčāčģąĖčģ, čäčĆą░ą║čåąĖąŠąĮąĖčĆąŠą▓ą░ąĮąĮčŗčģ ąĘą░ą┐ąŠą╗ąĮąĖč鹥ą╗čÅčģ, ąŠč鹥č湥čüčéą▓ąĄąĮąĮą░čÅ ŌĆō ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ą╗ą░ ąĮąĄą┐ąŠą┤ą│ąŠč鹊ą▓ą╗ąĄąĮąĮčŗąĄ, ąĘą░ą│čĆčÅąĘąĮąĄąĮąĮčŗąĄ ąĘą░ą┐ąŠą╗ąĮąĖč鹥ą╗ąĖ ąĖ čåąĄą╝ąĄąĮčéčŗ čü ąĮąĄčāčüč鹊ą╣čćąĖą▓čŗą╝ąĖ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ą╝ąĖ. ąóą░ą║ąĖą╝ ąŠą▒čĆą░ąĘąŠą╝, ąŠą┤ąĮąŠą╣ ąĖąĘ ą┐ąĄčĆą▓ąŠąŠč湥čĆąĄą┤ąĮčŗčģ ąĘą░ą┤ą░čć, čüč鹊čÅčēąĖčģ ą┐ąĄčĆąĄą┤ čüčéčĆąŠąĖč鹥ą╗čīąĮąŠą╣ ąĖąĮą┤čāčüčéčĆąĖąĄą╣ ąĀąŠčüčüąĖąĖ, čÅą▓ą╗čÅąĄčéčüčÅ ą┐ąŠą╗čāč湥ąĮąĖąĄ ą║ą░č湥čüčéą▓ąĄąĮąĮčŗčģ ąĘą░ą┐ąŠą╗ąĮąĖč鹥ą╗ąĄą╣ ąĖ čåąĄą╝ąĄąĮčéą░, čćč鹊 ąĮą░ 10-15% čüąĮąĖąĘąĖčé čüąĄą▒ąĄčüč鹊ąĖą╝ąŠčüčéčī čüčéčĆąŠąĖč鹥ą╗čīąĮčŗčģ ą║ąŠąĮčüčéčĆčāą║čå ąĖą╣.
ąÜąŠąĮą║čĆąĄčéąĖąĘąĖčĆčāąĄą╝ ą┐čĆąŠą▒ą╗ąĄą╝čā.
ą®ąĄą▒ąĄąĮčī.
ąÆ ąŠą┐čĆąĄą┤ąĄą╗ąĄąĮąĮąŠą╣ čüč鹥ą┐ąĄąĮąĖ ą┐ąŠą┤ą│ąŠč鹊ą▓ą║ą░ čēąĄą▒ąĮčÅ ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░ąĄčéčüčÅ č鹥čģąĮąŠą╗ąŠą│ąĖąĄą╣ ąĄą│ąŠ ą┐ąŠą╗čāč湥ąĮąĖčÅ ą┤čĆąŠą▒ą╗ąĄąĮąĖąĄą╝, čĆą░čüčüąĄą▓ąŠą╝, ą┐ąŠą▓č鹊čĆąĮčŗą╝ ą┤čĆąŠą▒ą╗ąĄąĮąĖąĄą╝ ąĖ čé.ą┤.
ą×čüąĮąŠą▓ąĮčŗąĄ ąĘą░ą┤ą░čćąĖ ą┐ąŠ č鹥čģąĮąŠą╗ąŠą│ąĖąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ąĖ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖčÅ čēąĄą▒ąĮčÅ:
- ┬ĀąŠčĆą│ą░ąĮąĖąĘąŠą▓ą░čéčī čĆą░ąĘą┤ąĄą╗čīąĮąŠąĄ čģčĆą░ąĮąĄąĮąĖąĄ čĆą░ąĘą╗ąĖčćąĮčŗčģ čäčĆą░ą║čåąĖą╣;
- ┬ĀąĖčüą║ą╗čÄčćąĖčéčī ąĘą░čüąŠčĆąĄąĮąĖąĄ čēąĄą▒ąĮčÅ ą┐ąŠčüč鹊čĆąŠąĮąĮąĖą╝ąĖ ą┐čĆąĖą╝ąĄčüčÅą╝ąĖ ą▓ ą┐čĆąŠčåąĄčüčüąĄ čéčĆą░ąĮčüą┐ąŠčĆčéąĖčĆąŠą▓ą║ąĖ ąĖ čģčĆą░ąĮąĄąĮąĖčÅ
- ┬Āčāą┤ą░ą╗ąĖčéčī ą┐čĆąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĖ čēąĄą▒ąĮčÅ ą┐čŗą╗ąĄą▓ąĖą┤ąĮčŗąĄ čäčĆą░ą║čåąĖąĖ ą┐čāč鹥ą╝ ąŠčéą╝čŗą▓ą║ąĖ ą╗ąĖą▒ąŠ ą▓ąŠąĘą┤čāčłąĮąŠą╣ ą║ą╗ą░čüčüąĖčäąĖą║ą░čåąĖąĖ;
- ┬Āą╝ą░ą║čüąĖą╝ą░ą╗čīąĮąŠ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░čéčī čéą░ą║ąŠą╣ čåąĄąĮąĮčŗą╣ ą┐čĆąŠą┤čāą║čé, ą║ą░ą║ ąŠčéčģąŠą┤čŗ ą┤čĆąŠą▒ą╗ąĄąĮąĖčÅ, ą▓ ąĮą░čüč鹊čÅčēąĄąĄ ą▓čĆąĄą╝čÅ ą┤ąĄą╣čüčéą▓ąĖč鹥ą╗čīąĮąŠ čÅą▓ą╗čÅčÄčēąĖąĄčüčÅ ąŠčéčģąŠą┤ą░ą╝ąĖ, ą▓čŗą▓ąŠąĘčÅčēąĖą╝ąĖčüčÅ ąĮą░ čüą▓ą░ą╗ą║ąĖ;
- ┬Āčāą▓ąĄą╗ąĖčćąĖčéčī ą▓čŗčģąŠą┤ ą║čāą▒ąŠą▓ąĖą┤ąĮąŠą│ąŠ čēąĄą▒ąĮčÅ ą┐ąŠčüą╗ąĄ ą┤čĆąŠą▒ą╗ąĄąĮąĖčÅ;
- ┬ĀąŠą▒ąĄčüą┐ąĄčćąĖčéčī ą┐ąŠą╗čāč湥ąĮąĖąĄ čäčĆą░ą║čåąĖą╣ 50-8- ą╝ą╝ ą┤ą╗čÅ ą┐čĆąĖą╝ąĄąĮąĄąĮąĖčÅ ą▓ čüą▒ąŠčĆąĮčŗčģ ąĖ ą╝ąŠąĮąŠą╗ąĖčéąĮčŗčģ čäčāąĮą┤ą░ą╝ąĄąĮčéą░čģ ąĖ ą╝ą░ą╗ąŠą░čĆą╝ąĖčĆąŠą▓ą░ąĮąĮčŗčģ ą║ąŠąĮčüčéčĆčāą║čåąĖčÅčģ.
ą×čéą╝ąĄčéąĖą╝, čćč鹊 ą┐ąĄčĆąĄčćąĖčüą╗ąĄąĮąĮčŗąĄ ą┐čĆąŠą▒ą╗ąĄą╝čŗ ŌĆō čŹč鹊 ąĮąĄ ą▓ąŠą┐čĆąŠčü ąĘąĮą░čćąĖč鹥ą╗čīąĮčŗčģ ąĖąĮą▓ąĄčüčéąĖčåąĖą╣ ą▓ ąŠčéčĆą░čüą╗čī, ą░ čüą║ąŠčĆąĄąĄ ąŠčĆą│ą░ąĮąĖąĘą░čåąĖčÅ ąĄąĄ čĆą░ą▒ąŠčéčŗ.
ą¤ąĄčüąŠą║
ą¤ąŠą┤ą│ąŠč鹊ą▓ą║ą░ ą┐ąĄčüą║ą░ ą┤ą╗čÅ ą▒ąĄč鹊ąĮą░ čéčĆąĄą▒čāąĄčé ą▒ąŠą╗čīčłąĖčģ čāčüąĖą╗ąĖą╣ ąĖ ąĖąĮą▓ąĄčüčéąĖčåąĖą╣, č湥ą╝ ą┐ąŠą┤ą│ąŠč鹊ą▓ą║ą░ čēąĄą▒ąĮčÅ, ą▓ ą┐ąĄčĆą▓čāčÄ ąŠč湥čĆąĄą┤čī, ą┐ąŠ čüč鹥ą┐ąĄąĮąĖ ąĘą░ą┐čāčēąĄąĮąĮąŠčüčéąĖ ą┐čĆąŠą▒ą╗ąĄą╝čŗ.
ąÆąŠ ą▓čĆąĄą╝ąĄąĮą░ ąĪąŠą▓ąĄčéčüą║ąŠą│ąŠ ąĪąŠčĹʹ░, ąĮąĄčüą╝ąŠčéčĆčÅ ąĮą░ ą╝ąĮąŠą│ąŠčćąĖčüą╗ąĄąĮąĮčŗąĄ ą▓čŗčüčéčāą┐ą╗ąĄąĮąĖčÅ čāč湥ąĮčŗčģ ąĖ ą┐čĆą░ą║čéąĖą║ąŠą▓ ąŠ ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠčüčéąĖ ą┐ąŠą┤ą│ąŠč鹊ą▓ą║ąĖ ą┐ąĄčüą║ą░ ą┤ą╗čÅ ą▒ąĄč鹊ąĮą░ ąĖ ą┐ąŠčüč鹊čÅąĮąĮčŗąĄ ą┐čĆąĖąĘčŗą▓čŗ ą║ 菹║ąŠąĮąŠą╝ąĖąĖ čåąĄą╝ąĄąĮčéą░, ą┐čĆą░ą║čéąĖč湥čüą║ąĖ ąĮąĖą║ą░ą║ąĖčģ ą╝ąĄčĆąŠą┐čĆąĖčÅčéąĖą╣ ą┐ąŠ ą┐ąŠą┤ą│ąŠč鹊ą▓ą║ąĄ ą┐ąĄčüą║ą░ ąĮąĄ ą┐čĆąŠą▓ąŠą┤ąĖą╗ąŠčüčī.
ąÆąĄą┤ąŠą╝čüčéą▓ąĄąĮąĮą░čÅ ą┐ąŠą╗ąĖčéąĖą║ą░ (ąĘą░ ą┤ąŠą▒čŗčćčā ąĖ ą┐ąŠčüčéą░ą▓ą║čā ą┐ąĄčüą║ą░ ąŠčéą▓ąĄčćą░ą╗ąĖ, ą▓ ąŠčüąĮąŠą▓ąĮąŠą╝, ą£ąĖąĮčĆąĄčćčäą╗ąŠčé) ąĖ ąĘą░čéčĆą░čéąĮą░čÅ čŹą║ąŠąĮąŠą╝ąĖą║ą░ ą┐čĆąĖą▓ąĄą╗ąĖ ą║ ą║čĆą░čģčā ąŠčéčĆą░čüą╗ąĖ.
ąØą░čåąĖąŠąĮą░ą╗čīąĮčŗąĄ čüčéą░ąĮą┤ą░čĆčéčŗ ą┐čĆą░ą║čéąĖč湥čüą║ąĖ ąĮąĄ ąĘą░ą┐čĆąĄčēą░ą╗ąĖ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄ ąĮąĖąĘą║ąŠą║ą░č湥čüčéą▓ąĄąĮąĮčŗčģ ą┐ąĄčüą║ąŠą▓ ą▓ ą▒ąĄč鹊ąĮą░čģ, čćč鹊 ąĮąĄ č鹊ą╗čīą║ąŠ ą┐ąŠą▓čŗčłą░ą╗ąŠ čüč鹊ąĖą╝ąŠčüčéčī čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ą░, ąĮąŠ ąĖ čüąĮąĖąČą░ą╗ąŠ ą┤ąŠą╗ą│ąŠą▓ąĄčćąĮąŠčüčéčī ąĘą┤ą░ąĮąĖą╣ ąĖ čüąŠąŠčĆčāąČąĄąĮąĖą╣.
ąśčüčüą╗ąĄą┤ąŠą▓ą░ąĮąĖčÅą╝ąĖ ąŠč鹥č湥čüčéą▓ąĄąĮąĮčŗčģ ąĖ ąĘą░čĆčāą▒ąĄąČąĮčŗčģ čāč湥ąĮčŗčģ ą┐ąŠą║ą░ąĘą░ą╗ąŠ, čćč鹊 ąŠčé ą┐ąĄčüą║ą░ ą║ą░ą║ ąŠčüąĮąŠą▓ąĮąŠą│ąŠ ąĮąŠčüąĖč鹥ą╗čÅ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĖ, ą│čĆą░ąĮčāą╗ąŠą╝ąĄčéčĆąĖčÅ ą║ąŠč鹊čĆąŠą│ąŠ ąŠą┐čĆąĄą┤ąĄą╗čÅąĄčé ą┐čāčüč鹊čéąĮąŠčüčéčī ąĘą░ą┐ąŠą╗ąĮąĖč鹥ą╗čÅ, ą│ą╗ą░ą▓ąĮčŗą╝ ąŠą▒čĆą░ąĘąŠą╝, ąĘą░ą▓ąĖčüąĖčé čĆą░čüčģąŠą┤ čåąĄą╝ąĄąĮčéą░ ą▓ ą▒ąĄč鹊ąĮąĄ. ąś ą┐ąŠčŹč鹊ą╝čā ąĖą╝ąĄąĮąĮąŠ ą┐čĆąĖčĆąŠą┤ąĮčŗą╣ ą┐ąĄčüąŠą║ ą▓ ą┐ąĄčĆą▓čāčÄ ąŠč湥čĆąĄą┤čī ą┤ąŠą╗ąČąĄąĮ ą▒čŗčéčī ą┐ąŠą┤ą▓ąĄčĆą│ąĮčāčé ą┐ąĄčĆąĄčĆą░ą▒ąŠčéą║ąĄ. ąśčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄ ą╝čŗčéčŗčģ čäčĆą░ą║čåąĖąŠąĮąĖčĆąŠą▓ą░ąĮąĮčŗčģ ą┐ąĄčüą║ąŠą▓ ą┐ąŠąĘą▓ąŠą╗čÅąĄčé 菹║ąŠąĮąŠą╝ąĖčÄ ą▓ 15-20% čĆą░čüčģąŠą┤ą░ čåąĄą╝ąĄąĮčéą░.
ą¤ą╗ą░čéąĖčéčī ą┐čĆąĖčģąŠą┤ąĖčéčīčüčÅ ą┤ą▓ą░ąČą┤čŗ: ąĘą░ čüą╗čāčćą░ą╣ąĮčāčÄ ą│čĆą░ąĮčāą╗ąŠą╝ąĄčéčĆąĖčÄ, ąĘą░ą│čĆčÅąĘąĮčÅčÄčēąĖąĄ ą┐čĆąĖą╝ąĄčüąĖ ąĖ ąĘą░ ąĮąĄčüčéą░ą▒ąĖą╗čīąĮąŠčüčéčī č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą│ąŠ ą┐čĆąŠčåąĄčüčüą░, ą▓čŗąĘą▓ą░ąĮąĮąŠą│ąŠ čĆą░ąĘą╗ąĖčćąĖčÅą╝ąĖ ą┐ąŠ ą│čĆą░ąĮąŠčüąŠčüčéą░ą▓čā ąĖ ą▓ą╗ą░ąČąĮąŠčüčéąĖ ą▓ čüąŠčüąĄą┤ąĮąĖčģ ąĘą░ą╝ąĄčüą░čģ.
ą¤ąŠąĮąĖą╝ą░čÅ ąĘąĮą░čćąĖą╝ąŠčüčéčī ą┐čĆąŠą▒ą╗ąĄą╝čŗ, ąĄčÄ ąĘą░ąĮąĖą╝ą░ą╗ąĖčüčī ą▓čŗą┤ą░čÄčēąĖąĄčüčÅ ąŠč鹥č湥čüčéą▓ąĄąĮąĮčŗąĄ čāč湥ąĮčŗąĄ: ąæ. ąō. ąĪą║čĆą░ą╝čéą░ąĄą▓, ąÉ. ąĢ. ą©ąĄą╣ą║ąĖąĮ, ą«.ą£. ąæą░ąČąĄąĮąŠą▓, ąś. ą£. ążčĆąĄąĮą║ąĄą╗čī, ąĪ.ą£. ąśčåą║ąŠą▓ąĖčć. ą×ą┤ąĮą░ą║ąŠ ą┤ą░ąČąĄ ą┐ąŠą┤čģąŠą┤čŗ ą║ čĆąĄčłąĄąĮąĖčÄ ąĘą░ą┤ą░čćąĖ ąĮąĄ ą▒čŗą╗ąĖ čüč乊čĆą╝čāą╗ąĖčĆąŠą▓ą░ąĮčŗ. ąś č鹊ą╗čīą║ąŠ čü ą┐ąŠčÅą▓ą╗ąĄąĮąĖąĄą╝ ą╝ąĄč鹊ą┤ą░ ą┐ą╗ą░ąĮąĖčĆąŠą▓ą░ąĮąĖčÅ ą╝ąĮąŠą│ąŠčäą░ą║č鹊čĆąĮąŠą│ąŠ 菹║čüą┐ąĄčĆąĖą╝ąĄąĮčéą░ ąĖ ąŁąÆą£ čüčéą░ą╗ąŠ ą▓ąŠąĘą╝ąŠąČąĮąŠ ąĄąĄ čĆąĄčłąĄąĮąĖąĄ.
ąÉą▓č鹊čĆąŠą╝ čĆą░ąĘčĆą░ą▒ąŠčéą░ąĮ čĆą░čüč湥čéąĮčŗą╣ ą░ą┐ą┐ą░čĆą░čé (č乊čĆą╝čāą╗čŗ, ąĮąŠą╝ąŠą│čĆą░ą╝ą╝čŗ, čüąĖą╝ą┐ą╗ąĄą║čü-ą┤ąĖą░ą│čĆą░ą╝ą╝čŗ), ą┐ąŠąĘą▓ąŠą╗čÅčÄčēąĖą╣ ąŠą┐čĆąĄą┤ąĄą╗ąĖčéčī ąŠą┐čéąĖą╝ą░ą╗čīąĮčŗą╣ ą│čĆą░ąĮčāą╗ąŠą╝ąĄčéčĆąĖč湥čüą║ąĖą╣ čüąŠčüčéą░ą▓ ą┐ąĄčüą║ą░ ą┤ą╗čÅ ą║ąŠąĮą║čĆąĄčéąĮąŠą│ąŠ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ. ąĀą░čüč湥čéąĮčŗą╣ ą░ą┐ą┐ą░čĆą░čé čāčüčéą░ąĮą░ą▓ą╗ąĖą▓ą░ąĄčé ąĘą░ą▓ąĖčüąĖą╝ąŠčüčéčī čĆą░čüčģąŠą┤ą░ čåąĄą╝ąĄąĮčéą░ ąŠčé ą│čĆą░ąĮčāą╗ąŠą╝ąĄčéčĆąĖąĖ ą┐ąĄčüą║ą░, ą┐čĆąĖč湥ą╝ ą║ąŠąĮąĄčćąĮčŗą╣ čĆąĄąĘčāą╗čīčéą░čé ąĘą░ą▓ąĖčüąĖčé ąŠčé ą╝ą░čĆą║ąĖ (ą║ą╗ą░čüčüą░) ą▒ąĄč鹊ąĮą░ ąĖ ąČąĄčüčéą║ąŠčüčéąĖ, ą┐ąŠą┤ą▓ąĖąČąĮąŠčüčéąĖ ą▒ąĄč鹊ąĮąĮąŠą╣ čüą╝ąĄčüąĖ.
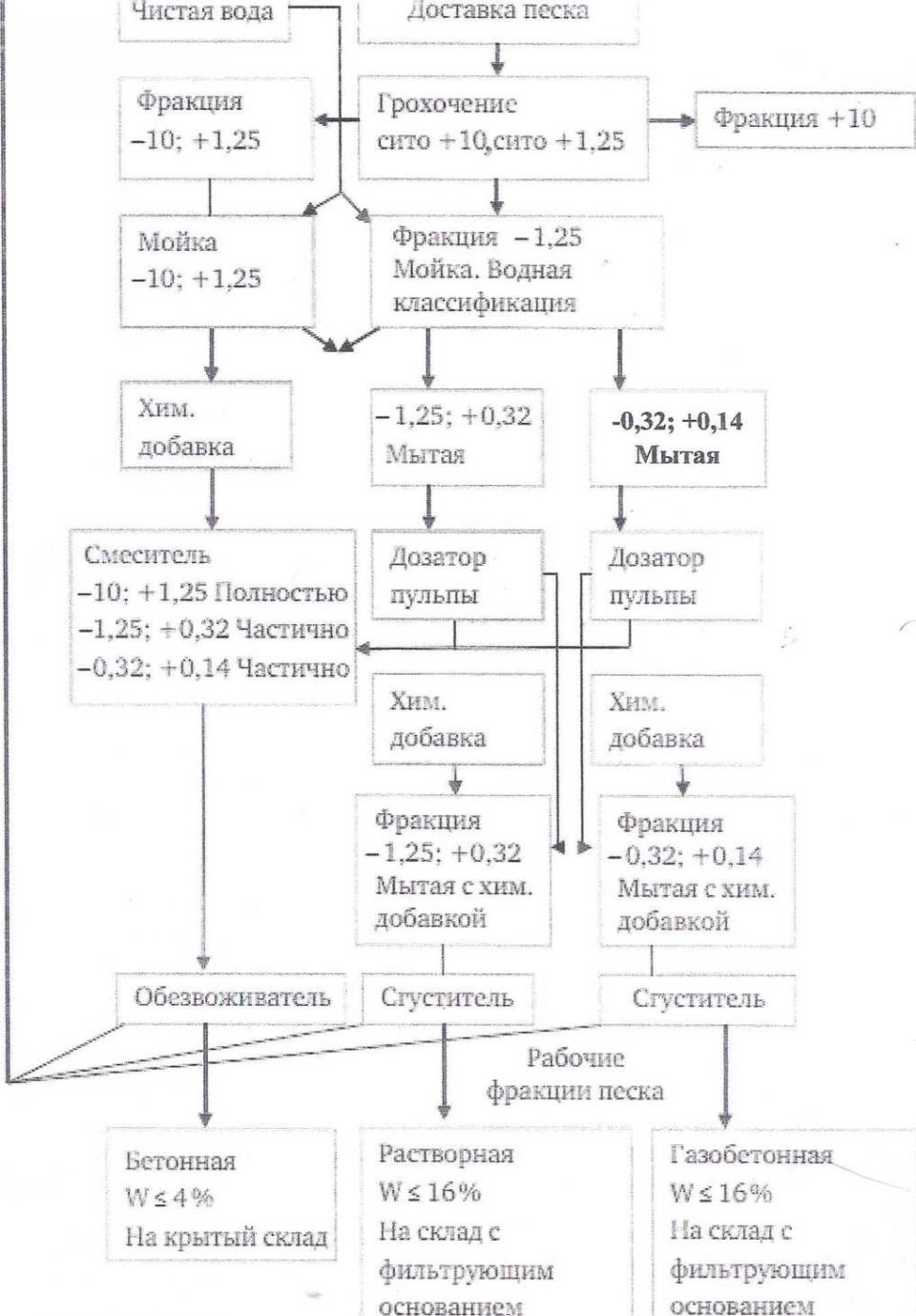
ąØą░ čĆąĖčü 1. ą┐čĆąĖą▓ąĄą┤ąĄąĮą░ čüčģąĄą╝ą░ ą┐ąŠą┤ą│ąŠč鹊ą▓ą║ąĖ ą╝čŗč鹊ą│ąŠ čäčĆą░ą║čåąĖąŠąĮąĖčĆąŠą▓ą░ąĮąĮąŠą│ąŠ ą┐ąĄčüą║ą░, ą┐čĆąĄą┤čāčüą╝ą░čéčĆąĖą▓ą░čÄčēą░čÅ, ąŠą┤ąĮąŠą▓čĆąĄą╝ąĄąĮąĮąŠąĄ ą▒ąĄąĘąŠčéčģąŠą┤ąĮąŠąĄ ą┐ąŠą╗čāč湥ąĮąĖąĄ ą┐ąĄčüą║ą░ čéčĆąĄčģ ą▓ąĖą┤ąŠą▓: ą┤ą╗čÅ čéčÅąČąĄą╗čŗčģ ąĖ ą┐ąĄčüčćą░ąĮčŗčģ ą▒ąĄč鹊ąĮąŠą▓, ą┤ą╗čÅ čĆą░čüčéą▓ąŠčĆąŠą▓ ąĖ ąŠčéą┤ąĄą╗ąŠčćąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓, ą┤ą╗čÅ ą┐ąĄąĮąŠą│ą░ąĘąŠą▒ąĄč鹊ąĮąŠą▓.
ą”ąĄą╝ąĄąĮčé.
ą¤ąŠą╗ąŠąČąĄąĮąĖąĄ čü ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąŠą╝ ąĖ ą║ą░č湥čüčéą▓ąŠą╝ čåąĄą╝ąĄąĮčéą░ čéą░ą║ąČąĄ čüą╗ąĄą┤čāąĄčé ą┐čĆąĖąĘąĮą░čéčī ąĮąĄčāą┤ąŠą▓ą╗ąĄčéą▓ąŠčĆąĖč鹥ą╗čīąĮčŗą╝:
- ą¤ąŠ ą║ąŠą╗ąĖč湥čüčéą▓čā ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖą╝ąŠą│ąŠ čåąĄą╝ąĄąĮčéą░. ąĀčÅą┤ čåąĄą╝ąĄąĮčéąĮčŗčģ ąĘą░ą▓ąŠą┤ąŠą▓ ąŠčüčéą░ą╗čüčÅ ąĮą░ č鹥čĆčĆąĖč鹊čĆąĖąĖ čüčéčĆą░ąĮčŗ ąĪąØąō, ąĮą░ ąŠčüčéą░ą▓čłąĖčģčüčÅ ŌĆö ą╝ąĮąŠą│ąŠą╗ąĄčéąĮąĄąĄ ąŠčéčüčāčéčüčéą▓ąĖąĄ ą║ą░ą┐ąĖčéą░ą╗čīąĮčŗčģ ą▓ą╗ąŠąČąĄąĮąĖą╣ ą▓ ąŠčéčĆą░čüą╗čī ą┐čĆąĖą▓ąĄą╗ąŠ ą║ č鹊ą╝čā, čćč鹊 ąĖčģ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖąĄ ą┐čĆąĄą┤ąĄą╗čīąĮąŠ ąĖąĘąĮąŠčłąĄąĮąŠ. ąŁą║čüą┐ąĄčĆčéąĮą░čÅ ąŠčåąĄąĮą║ą░ ą░ą▓č鹊čĆą░ čüč鹥ą┐ąĄąĮąĖ ąĖąĘąĮąŠčłąĄąĮąĮąŠčüčéąĖ ą║ąŠąĮąĄčćąĮąŠą│ąŠ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ ŌĆö 60-70%.
ąōąŠą┤ąŠą▓ąŠą╣ ąŠą▒čŖąĄą╝ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ čåąĄą╝ąĄąĮčéą░ ą▓ ąĀąŠčüčüąĖąĖ čüąŠčüčéą░ą▓ą╗čÅąĄčé ąŠą║ąŠą╗ąŠ 50 ą╝ą╗ąĮ čé, čćč鹊 čāą┤ąŠą▓ą╗ąĄčéą▓ąŠčĆčÅąĄčé ą┐ąŠčéčĆąĄą▒ąĮąŠčüčéąĖ čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ą░ č鹊ą╗čīą║ąŠ ąĮą░ 60%. ąöą╗čÅ ą┤ąŠčüčéąĖąČąĄąĮąĖčÅ čüčĆąĄą┤ąĮąĄąĄą▓čĆąŠą┐ąĄą╣čüą║ąŠą│ąŠ čāčĆąŠą▓ąĮčÅ čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ą░ ąČąĖą╗čīčÅ 1ą╝ 2/ą│ąŠą┤ ąĮą░ č湥ą╗ąŠą▓ąĄą║ą░ ąŠą▒čŖąĄą╝ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ čåąĄą╝ąĄąĮčéą░ ą┤ąŠą╗ąČąĄąĮ ą▒čŗčéčī čāą▓ąĄą╗ąĖč湥ąĮ ą▓ čéčĆąĖ čĆą░ąĘą░. ąæąĄąĘ čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ą░ ąĮąŠą▓čŗčģ ąĖ čĆąĄą║ąŠąĮčüčéčĆčāą║čåąĖąĖ čüčāčēąĄčüčéą▓čāčÄčēąĖčģ ąĘą░ą▓ąŠą┤ąŠą▓ ąĮąĄ ąŠą▒ąŠą╣čéąĖčüčī.
- ą¤ąŠ ą║ą░č湥čüčéą▓čā čåąĄą╝ąĄąĮčéą░. ąÆčüąĄ ą╝ąĄąĮčīčłąĄ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖčéčüčÅ čćąĖčüč鹊 ą║ą╗ąĖąĮą║ąĄčĆąĮčŗčģ čåąĄą╝ąĄąĮč鹊ą▓ čü ą│ą░čĆą░ąĮčéąĖčĆąŠą▓ą░ąĮąĮčŗą╝ąĖ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ą╝ąĖ ąĖ ą▓čüąĄ ą▒ąŠą╗čīčłąĄ čåąĄą╝ąĄąĮč鹊ą▓ čü ą┤ąŠą▒ą░ą▓ą║ą░ą╝ąĖ, ą┐čĆąĖč湥ą╝ ą▓ąĖą┤ ą┤ąŠą▒ą░ą▓ą║ąĖ ą┤ą░ąČąĄ ąĮąĄ ąĮą░čģąŠą┤ąĖčé ąŠčéčĆą░ąČąĄąĮąĖčÅ ą▓ ą┐ą░čüą┐ąŠčĆč鹥 ąĮą░ čåąĄą╝ąĄąĮčé. ąöąĄčäąĖčåąĖčé čåąĄą╝ąĄąĮčéą░ ąĖ ąŠčéčüčāčéčüčéą▓ąĖąĄ ąĮą░ą┤ąĄąČąĮčŗčģ 菹║čüą┐čĆąĄčüčüąĮčŗčģ ą╝ąĄč鹊ą┤ąŠą▓ ąŠą┐čĆąĄą┤ąĄą╗ąĄąĮąĖčÅ ąĄą│ąŠ ą░ą║čéąĖą▓ąĮąŠčüčéąĖ ą┐čĆąĖą▓ąŠą┤ąĖčé ą║ č鹊ą╝čā, čćč鹊 ą┐ąŠą╗čīąĘąŠą▓ą░č鹥ą╗ąĖ ą▓čŗąĮčāąČą┤ąĄąĮčŗ ┬½ą▒čĆą░čéčī čćč鹊 ą┤ą░čÄčé┬╗ ąĖ ą┐čĆąĖ čüčāčēąĄčüčéą▓čāčÄčēąĄą╝ ą┐ąŠą╗ąŠąČąĄąĮąĖąĖ ąĮąĄ ą╝ąŠą│čāčé ą┤ą░ąČąĄ ą┐čĆąĄą┤čŖčÅą▓ąĖčéčī čĆąĄą║ą╗ą░ą╝ą░čåąĖąĖ ąĘą░ą▓ąŠą┤čā-ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čÄ. ą¤ąŠčüą║ąŠą╗čīą║čā čüą░ą╝ąĖ ą┤ąŠą▒ą░ą▓ą║ąĖ ąĖ ąĖčģ ą┐ąŠą╝ąŠą╗ ą│ąŠčĆą░ąĘą┤ąŠ ą┤ąĄčłąĄą▓ą╗ąĄ, č湥ą╝ ą║ą╗ąĖąĮą║ąĄčĆ ąĖ ą┐ąŠą╝ąŠą╗ ą║ą╗ąĖąĮą║ąĄčĆą░, čåąĄą╝ąĄąĮčé ąĮą░čüčŗčēą░ąĄčéčüčÅ ą┤ąŠą▒ą░ą▓ą║ą░ą╝ąĖ, ąĖ ą▓ ą▒ąŠą╗čīčłąĖąĮčüčéą▓ąĄ čüą╗čāčćą░ąĄą▓ ąĄą│ąŠ ą░ą║čéąĖą▓ąĮąŠčüčéčī ą┐ąŠ ą┐ą░čüą┐ąŠčĆčéčā ąĮąĄ čüąŠąŠčéą▓ąĄčéčüčéą▓čāąĄčé čĆąĄą░ą╗čīąĮąŠą╣. ąÆąŠą┐čĆąŠčü ąŠ ą┐ąŠčüčéą░ą▓ą║ąĄ ąĘą░ą▓ąŠą┤ą░ą╝-ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čÅą╝ ą▒ąĄč鹊ąĮą░ ąĖ ąČąĄą╗ąĄąĘąŠą▒ąĄč鹊ąĮą░ čåąĄą╝ąĄąĮčéąĮąŠą│ąŠ ą║ą╗ąĖąĮą║ąĄčĆą░ ąĮą░čüč鹊ą╗čīą║ąŠ ąĮąĄą▓čŗą│ąŠą┤ąĄąĮ ą┤ą╗čÅ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗ąĄą╣ čåąĄą╝ąĄąĮčéą░, čćč鹊 ą┤ą░ąČąĄ ąĖ ąĮąĄ čüčéą░ą▓ąĖčéčüčÅ, čģąŠčéčÅ čŹč鹊 ą╝ąĄčĆąŠą┐čĆąĖčÅčéąĖąĄ ą┐ąŠąĘą▓ąŠą╗ąĖą╗ąŠ ą▒čŗ ą║čĆčāą┐ąĮčŗą╝ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čÅą╝ ą▒ąĄč鹊ąĮą░ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖčéčī ą┐ąŠą╝ąŠą╗ čåąĄą╝ąĄąĮčéą░ ąĮą░ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖąĖ ąĖ ą┐ąŠą╗čāčćą░čéčī čüą▓ąĄąČąĄą╝ąŠą╗ąŠčéčŗą╣ čåąĄą╝ąĄąĮčé, ą░ą║čéąĖą▓ąĮąŠčüčéčī ą║ąŠč鹊čĆąŠą│ąŠ čüąŠąŠčéą▓ąĄčéčüčéą▓ąŠą▓ą░ą╗ą░ ą▒čŗ ąĮąŠą╝ąĄąĮą║ą╗ą░čéčāčĆąĄ ą▓čŗą┐čāčüą║ą░ąĄą╝čŗčģ ąĖąĘą┤ąĄą╗ąĖą╣, ą░ čéą░ą║ąČąĄ ą▓čŗą┐čāčüą║ą░čéčī ą▒ąĄč鹊ąĮčŗ ą╝ą░čüčüąŠą▓čŗčģ ą╝ą░čĆąŠą║ ąĮą░ čåąĄą╝ąĄąĮčéą░čģ ąĮąĖąĘą║ąŠą╣ ą░ą║čéąĖą▓ąĮąŠčüčéąĖ.
- ą¤ąŠ čüč鹊ąĖą╝ąŠčüčéąĖ čåąĄą╝ąĄąĮčéą░. ą£ąŠąĮąŠą┐ąŠą╗ąĖąĘą░čåąĖčÅ ąŠčéčĆą░čüą╗ąĖ ą▓ čĆą░čüčéčāčēąĖą╣ ą┤ąĄčäąĖčåąĖčé čåąĄą╝ąĄąĮčéą░ ą┐čĆąĖą▓ąĄą╗ąĖ ą║ ą┐ąŠčüč鹊čÅąĮąĮąŠą╝čā čĆąŠčüčéčā ąĄą│ąŠ čüč鹊ąĖą╝ąŠčüčéąĖ, ą║ąŠč鹊čĆčŗą╣ ą▓ čāčüą╗ąŠą▓ąĖčÅčģ čĆčŗąĮą║ą░ ąĮąĄą▓ąŠąĘą╝ąŠąČąĮąŠ čüą┤ąĄčƹȹ░čéčī ą░ą┤ą╝ąĖąĮąĖčüčéčĆą░čéąĖą▓ąĮčŗą╝ąĖ ą╝ąĄčĆą░ą╝ąĖ. ąóą░ą║, čü 2001 ą│ąŠą┤ą░ čåąĄąĮčŗ ąĮą░ čåąĄą╝ąĄąĮčé čāą▓ąĄą╗ąĖčćąĖą▓ą░ą╗ąĖčüčī ą▒ąŠą╗ąĄąĄ č湥ą╝ ą▓ č湥čéčŗčĆąĄ čĆą░ąĘą░.
ąĢčüčéčī ąĖ ąŠą▒čŖąĄą║čéąĖą▓ąĮčŗąĄ čäą░ą║č鹊čĆčŗ čĆąŠčüčéą░ čüč鹊ąĖą╝ąŠčüčéąĖ čåąĄą╝ąĄąĮčéą░, ą║ąŠč鹊čĆčŗą╣ ą▓ ąĀąŠčüčüąĖąĖ ąĮą░ ą┐ąŠą┤ą░ą▓ą╗čÅčÄčēąĄą╝ ą▒ąŠą╗čīčłąĖąĮčüčéą▓ąĄ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖą╣ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖčéčüčÅ ą┐ąŠ čāčüčéą░čĆąĄą▓čłąĄą╝čā ┬½ą╝ąŠą║čĆąŠą╝čā┬╗ čüą┐ąŠčüąŠą▒čā, čéčĆąĄą▒čāčÄčēąĄą╝čā ąĘąĮą░čćąĖč鹥ą╗čīąĮčŗčģ 菹ĮąĄčĆą│ąŠąĘą░čéčĆą░čé. ąĀąŠčüčé čüč鹊ąĖą╝ąŠčüčéąĖ 菹ĮąĄčĆą│ąŠąĮąŠčüąĖč鹥ą╗ąĄą╣ ą░ą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖ ą┐čĆąĖą▓ąŠą┤ąĖčé ą║ čĆąŠčüčéčā čüč鹊ąĖą╝ąŠčüčéąĖ čåąĄą╝ąĄąĮčéą░.
ą×č湥ą▓ąĖą┤ąĮąŠ, čćč鹊 ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠčüčéčī ą┐ąŠ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓čā čåąĄą╝ąĄąĮčéą░ ąĮčāąČą┤ą░ąĄčéčüčÅ, čü ąŠą┤ąĮąŠą╣ čüč鹊čĆąŠąĮčŗ, ą▓ čĆąĄą║ąŠąĮčüčéčĆčāą║čåąĖąĖ, čü ą┤čĆčāą│ąŠą╣ ŌĆö ą▓ čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ąĄ ąĮąŠą▓čŗčģ čåąĄą╝ąĄąĮčéąĮčŗčģ ąĘą░ą▓ąŠą┤ąŠą▓. ąĪčĆąĄą┤čüčéą▓ą░, ąĮąĄąŠą▒čģąŠą┤ąĖą╝čŗąĄ ą┤ą╗čÅ čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ą░ čåąĄą╝ąĄąĮčéąĮąŠą│ąŠ ąĘą░ą▓ąŠą┤ą░ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čīąĮąŠčüčéčīčÄ 1 ą╝ą╗ąĮ. čé ą▓ ą│ąŠą┤, čüąŠčüčéą░ą▓ą╗čÅčÄčé ąŠą║ąŠą╗ąŠ 100 ą╝ą╗ąĮ. ą┤ąŠą╗ą╗ą░čĆąŠą▓. ąĪčĆąŠą║ ąŠą║ą║čāą┐ą░ąĄą╝ąŠčüčéąĖ ŌĆö 7-8 ą╗ąĄčé. ąŁč鹊 ą┤ąŠčüčéą░č鹊čćąĮąŠ čüąĄčĆčīąĄąĘąĮčŗąĄ ą┤ąĄąĮčīą│ąĖ ą┤ą╗čÅ ąŠč鹥č湥čüčéą▓ąĄąĮąĮąŠą│ąŠ ąĖąĮą▓ąĄčüč鹊čĆą░, ą┐čĆąĖč鹊ą╝, čćč鹊 ą║čĆąĄą┤ąĖč鹊ą▓ą░ąĮąĖąĄ čéą░ą║ąĖčģ ą┐čĆąŠąĄą║č鹊ą▓ ą▒ą░ąĮą║ąĖ ąŠčüčāčēąĄčüčéą▓ą╗čÅčÄčé ąĮąĄąŠčģąŠčéąĮąŠ. ąÜčĆąĄą┤ąĖčéčŗ ą▓ čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ąŠ, ą┐ąĖčēąĄą▓čāčÄ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠčüčéčī, čĆąŠąĘąĮąĖčćąĮčāčÄ č鹊čĆą│ąŠą▓ą╗čÄ ą│ąŠčĆą░ąĘą┤ąŠ ą▒ąŠą╗ąĄąĄ čŹčäč乥ą║čéąĖą▓ąĮčŗ ąĖąĘ-ąĘą░ ą▒čŗčüčéčĆąŠą╣ ąŠą║čāą┐ą░ąĄą╝ąŠčüčéąĖ.
ą¤čĆąĖč鹊ą│ąŠą▓ą╗ąĄąĮąĖąĄ ą▒ąĄč鹊ąĮąĮąŠą╣ čüą╝ąĄčüąĖ
ąæąĄč鹊ąĮ ŌĆō ą║ąŠąĮą│ą╗ąŠą╝ąĄčĆą░čéąĮčŗą╣ ą╝ą░č鹥čĆąĖą░ą╗, ąŠą┤ąĮąŠčĆąŠą┤ąĮąŠčüčéčī ą║ąŠč鹊čĆąŠą│ąŠ, ą▓ ą┐ąĄčĆą▓čāčÄ ąŠč湥čĆąĄą┤čī, ąĘą░ą▓ąĖčüąĖčé ąŠčé ą║ą░č湥čüčéą▓ą░ ą┐ąĄčĆąĄą╝ąĄčłąĖą▓ą░ąĮąĖčÅ ą▓čģąŠą┤čÅčēąĖčģ ą▓ čüąŠčüčéą░ą▓ čüą╝ąĄčüąĖ ąĖąĮą│čĆąĖą┤ąĖąĄąĮč鹊ą▓. ąÜą░č湥čüčéą▓ąŠ ą┐ąĄčĆąĄą╝ąĄčłąĖą▓ą░ąĮąĖčÅ ąĘą░ą▓ąĖčüąĖčé ąŠčé čéąĖą┐ą░ čüą╝ąĄčüąĖč鹥ą╗čÅ, ą▓čĆąĄą╝ąĄąĮąĖ ą┐ąĄčĆąĄą╝ąĄčłąĖą▓ą░ąĮąĖčÅ, ą▓ąĖą┤ą░ ąĖ ą║ąŠą╗ąĖč湥čüčéą▓ą░ ą┐ąĄčĆąĄą╝ąĄčłąĖą▓ą░ąĄą╝čŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓, ą┐ąŠčĆčÅą┤ą║ą░ ąĖčģ ą▓ą▓ąĄą┤ąĄąĮąĖčÅ ą▓ čüą╝ąĄčüąĖč鹥ą╗čī ąĖ ą┤čĆ.
ąÆą╗ąĖčÅąĮąĖąĄ ą║ą░ąČą┤ąŠą│ąŠ ąĖąĘ čŹčéąĖčģ čäą░ą║č鹊čĆąŠą▓ ą┤ąŠčüčéą░č鹊čćąĮąŠ čģąŠčĆąŠčłąŠ ąĖčüčüą╗ąĄą┤ąŠą▓ą░ąĮąŠ, ąĮąŠ ą┐ąŠą╗ąĮąŠčüčéčīčÄ ąĖą│ąĮąŠčĆąĖčĆčāąĄčéčüčÅ ą┐čĆą░ą║čéąĖą║ą░ą╝ąĖ.
ąöąŠ čüąĖčģ ą┐ąŠčĆ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄ ą▒ąĄč鹊ąĮąŠą╝ąĄčłą░ą╗ąŠą║ ą┐čĆąĖąĮčāą┤ąĖč鹥ą╗čīąĮąŠą│ąŠ ą┐ąĄčĆąĄą╝ąĄčłąĖą▓ą░ąĮąĖčÅ (ą▓ąĄčĆčéąĖą║ą░ą╗čīąĮčŗą╣ ą▓ą░ą╗ ŌĆö ą│ąŠčĆąĖąĘąŠąĮčéą░ą╗čīąĮčŗąĄ ą╗ąŠą┐ą░čüčéąĖ) čüčćąĖčéą░ąĄčéčüčÅ ą│ą░čĆą░ąĮčéąĖąĄą╣ ą║ą░č湥čüčéą▓ąĄąĮąĮąŠą│ąŠ ą┐ąĄčĆąĄą╝ąĄčłąĖą▓ą░ąĮąĖčÅ ą╗čÄą▒čŗčģ ą▒ąĄč鹊ąĮąĮčŗčģ čüą╝ąĄčüąĄą╣. ą×ą┤ąĮą░ą║ąŠ ąĄčüą╗ąĖ čéą░ą║ąĖąĄ čüą╝ąĄčüąĖč鹥ą╗ąĖ ą┐čĆąĖ ą┐čĆą░ą▓ąĖą╗čīąĮąŠą╝ ą┐ąŠčĆčÅą┤ą║ąĄ ą▓ą▓ąĄą┤ąĄąĮąĖčÅ ąĖąĮą│čĆąĄą┤ąĖąĄąĮč鹊ą▓ ą▓ ą▒ąĄč鹊ąĮąŠą╝ąĄčłą░ą╗ą║čā ą┤ą░čÄčé čāą┤ąŠą▓ą╗ąĄčéą▓ąŠčĆąĖč鹥ą╗čīąĮčŗąĄ čĆąĄąĘčāą╗čīčéą░čéčŗ ą┤ą╗čÅ čüą╝ąĄčüąĄą╣, čāą┤ąŠą▒ąŠčāą║ą╗ą░ą┤čŗą▓ą░ąĄą╝ąŠčüčéčī ą║ąŠč鹊čĆčŗčģ ąŠčåąĄąĮąĖą▓ą░ąĄčéčüčÅ ąŠčüą░ą┤ą║ąŠą╣ ą║ąŠąĮčāčüą░ čüą▓čŗčłąĄ 5 čüą╝, č鹊 čü čāą▓ąĄą╗ąĖč湥ąĮąĖąĄą╝ ąČąĄčüčéą║ąŠčüčéąĖ ąĖ ┬½ą╝ąĄą╗ą║ąŠąĘąĄčĆąĮąĖčüč鹊čüčéąĖ┬╗ čüą╝ąĄčüąĄą╣ ąŠą┤ąĮąŠčĆąŠą┤ąĮąŠčüčéčī ą┐ąĄčĆąĄą╝ąĄčłąĖą▓ą░ąĮąĖčÅ čüąĮąĖąČą░ąĄčéčüčÅ.
ą×čåąĄąĮą║ą░ ą║ą░č湥čüčéą▓ą░ ą┐ąĄčĆąĄą╝ąĄčłąĖą▓ą░ąĮąĖčÅ ąĘą░čéčĆčāą┤ąĮąĄąĮą░ čĆąĄą║ąŠą╝ąĄąĮą┤čāąĄą╝ąŠą╣ čüčéą░ąĮą┤ą░čĆč鹊ą╝ ą╝ąĄč鹊ą┤ąĖą║ąŠą╣, ą║ąŠč鹊čĆą░čÅ ąŠčåąĄąĮąĖą▓ą░ąĄčé ąĮąĄ ┬½ą║ą░č湥čüčéą▓ąŠ┬╗ ą┐ąĄčĆąĄą╝ąĄčłąĖą▓ą░ąĮąĖčÅ, ą░ ąĄą│ąŠ ┬½ąŠą┤ąĮąŠčĆąŠą┤ąĮąŠčüčéčī┬╗, ąĮą░ą┐čĆąĖą╝ąĄčĆ, ąŠą┤ąĖąĮą░ą║ąŠą▓ąŠ ą┐ą╗ąŠčģąŠ, ąĮąŠ čĆą░ą▓ąĮąŠą╝ąĄčĆąĮąŠ ą┐ąĄčĆąĄą╝ąĄčłą░ąĮąĮą░čÅ ą▓ąŠ ą▓čüąĄą╝ ąŠą▒čŖąĄą╝ąĄ ą▒ąĄč鹊ąĮąĮą░čÅ čüą╝ąĄčüčī čāą┤ąŠą▓ą╗ąĄčéą▓ąŠčĆčÅąĄčé čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅą╝ čüčéą░ąĮą┤ą░čĆčéą░.
ą£ą░čüčüąŠą▓čŗą╣ ą┐ąĄčĆąĄčģąŠą┤ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠčüčéąĖ čüčéčĆąŠąĖč鹥ą╗čīąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąĮą░ ą▓čŗą┐čāčüą║ ąĖąĘą┤ąĄą╗ąĖą╣ ąĖąĘ ą╝ąĄą╗ą║ąŠąĘąĄčĆąĮąĖčüčéčŗčģ ą▒ąĄč鹊ąĮąŠą▓ ąĖ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄ ą▓ ąĮąŠą▓čŗčģ, ą▓ č鹊ą╝ čćąĖčüą╗ąĄ ąĖą╝ą┐ąŠčĆčéąĖčĆčāąĄą╝čŗčģ č鹥čģąĮąŠą╗ąŠą│ąĖčÅčģ, ąČąĄčüčéą║ąĖčģ ąĖ ąŠčüąŠą▒ąŠ ąČąĄčüčéą║ąĖčģ čüą╝ąĄčüąĄą╣ ą┐ąŠą║ą░ąĘą░ą╗ąĖ ąĮąĄą┤ąŠčüčéą░č鹊čćąĮčāčÄ čŹčäč乥ą║čéąĖą▓ąĮąŠčüčéčī čüčāčēąĄčüčéą▓čāčÄčēąĄą│ąŠ ą▒ąĄč鹊ąĮąŠčüą╝ąĄčüąĖč鹥ą╗čīąĮąŠą│ąŠ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ.
ąŻčüčéą░ąĮąŠą▓ą╗ąĄąĮąŠ, čćč鹊 ą▓ ąČąĄčüčéą║ąĖčģ čüą╝ąĄčüčÅčģ, ąĖ ąŠčüąŠą▒ąĄąĮąĮąŠ ą▓ ą╝ąĄą╗ą║ąŠąĘąĄčĆąĮąĖčüčéčŗčģ ąČąĄčüčéą║ąĖčģ čüą╝ąĄčüčÅčģ ą┐ąĄčĆąĄą╝ąĄčłąĖą▓ą░ąĮąĖąĄ ąĖą┤ąĄčé ą▓ ą╝ą░ą║čĆąŠąŠą▒čŖąĄą╝ą░čģ, ą┐ąĄčĆąĄą╝ąĄčłąĖą▓ą░ąĮąĖąĄ ą▓ąĮčāčéčĆąĖ ą╝ąĖą║čĆąŠąŠą▒čīąĄą╝ąŠą▓ ąĮąĄą┤ąŠčüčéą░č鹊čćąĮąŠąĄ.
ąÆ ąĘą░čĆčāą▒ąĄąČąĮąŠą╣ ą┐čĆą░ą║čéąĖą║ąĄ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ ą┤ą╗čÅ ą┐čĆąĖą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ čéą░ą║ąĖčģ ą▒ąĄč鹊ąĮąŠą▓ čüą╝ąĄčüąĖč鹥ą╗ąĖ čüąĮą░ą▒ąČą░čÄčéčüčÅ ą░ą║čéąĖą▓ą░č鹊čĆą░ą╝ąĖ, ą┤ąŠą┐ąŠą╗ąĮąĖč鹥ą╗čīąĮąŠ ą┐ąĄčĆąĄą╝ąĄčłąĖą▓ą░čÄčēąĖą╝ąĖ čüą╝ąĄčüčī ą▓ ą╝ąĖą║čĆąŠąŠą▒čŖąĄą╝ą░čģ. ąÆčŗčüąŠą║ąŠąŠą▒ąŠčĆąŠčéąĮčŗąĄ čüą╝ąĄčüąĖč鹥ą╗ąĖ-ą░ą║čéąĖą▓ą░č鹊čĆčŗ čĆą░ąĘą╝ąĄčēą░čÄčéčüčÅ čéą░ą║ąĖą╝ ąŠą▒čĆą░ąĘąŠą╝, čćč鹊 ąĖčģ ą▓ąŠąĘą┤ąĄą╣čüčéą▓ąĖčÄ ą┐ąŠčüą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠ ą┐ąŠą┤ą▓ąĄčĆą│ą░ąĄčéčüčÅ ą▓ąĄčüčī ąŠą▒čŖąĄą╝ ąĘą░ą╝ąĄčüą░. ą¤ąŠą▓čŗčłąĄąĮąĖąĄ ą│ąŠą╝ąŠą│ąĄąĮąĮąŠčüčéąĖ čüą╝ąĄčüąĄą╣ čüčāčēąĄčüčéą▓ąĄąĮąĮąŠ (ą┤ąŠ 7%) čāą▓ąĄą╗ąĖčćąĖą▓ą░ąĄčé ą┐čĆąŠčćąĮąŠčüčéčī ą▒ąĄč鹊ąĮą░.
ą×čéčüčāčéčüčéą▓ąĖąĄ ą▓ ąŠč鹥č湥čüčéą▓ąĄąĮąĮąŠą╣ ą┐čĆą░ą║čéąĖą║ąĄ čüąĄčĆąĖą╣ąĮąŠą│ąŠ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ą┐ąŠą┤ąŠą▒ąĮčŗčģ ą░ą│čĆąĄą│ą░č鹊ą▓ ą┤ąĄą╗ą░ąĄčé čåąĄą╗ąĄčüąŠąŠą▒čĆą░ąĘąĮąŠą╣ čĆąĄą░ą╗ąĖąĘą░čåąĖčÄ ąĖąĮąŠą╣ čüčģąĄą╝čŗ ą┐ąĄčĆąĄą╝ąĄčłąĖą▓ą░ąĮąĖčÅ, ą│ąŠčĆą░ąĘą┤ąŠ ą▒ąŠą╗ąĄąĄ ą┐čĆąŠčüč鹊ą╣ ą▓ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĖ ąĖ ą┐čĆą░ą║čéąĖč湥čüą║ąĖ čüč鹊ą╗čī ąČąĄ čŹčäč乥ą║čéąĖą▓ąĮąŠą╣.
ąĀąĄčćčī ąĖą┤ąĄčé ąŠ čüą╝ąĄčüąĖč鹥ą╗čÅčģ, ąŠčüčāčēąĄčüčéą▓ą╗čÅčÄčēąĖčģ ą┐ąĄčĆąĄą╝ąĄčłąĖą▓ą░ąĮąĖąĄ ą▓ąŠ ą▓čüčéčĆąĄčćąĮčŗčģ ą┐ąŠč鹊ą║ą░čģ.
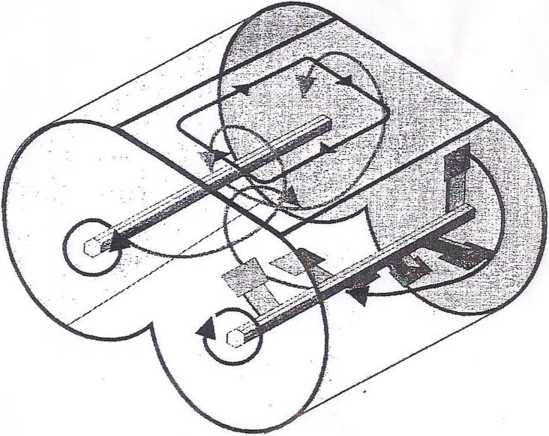
ą×č鹥č湥čüčéą▓ąĄąĮąĮą░čÅ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠčüčéčī ą▓čŗą┐čāčüą║ą░ąĄčé ą┤ą▓čāčģą▓ą░ą╗čīąĮčāčÄ ą▒ąĄč鹊ąĮąŠą╝ąĄčłą░ą╗ą║čā ąĪąæ-163 (1500/1000), ą▓ ą║ąŠč鹊čĆąŠą╣ ą║ą░č湥čüčéą▓ąŠ ą┐ąĄčĆąĄą╝ąĄčłąĖą▓ą░ąĮąĖčÅ ą▒ą╗ąĖąĘą║ąŠ ą║ ą║ą░č湥čüčéą▓čā ą┐ąĄčĆąĄą╝ąĄčłąĖą▓ą░ąĮąĖčÅ ą▓ čüą╝ąĄčüąĖč鹥ą╗čÅčģ čü ą░ą║čéąĖą▓ą░č鹊čĆą░ą╝ąĖ (čĆąĖčü 2).
ąóą░ą║ąĖą╝ ąŠą▒čĆą░ąĘąŠą╝, čĆąĄą░ą╗ąĖąĘą░čåąĖčÅ ą║ąŠą╝ą┐ą╗ąĄą║čüą░ ą╝ąĄčĆąŠą┐čĆąĖčÅčéąĖą╣, ą▓ą║ą╗čÄčćą░čÄčēąĖčģ ą┐ąŠą┤ą│ąŠč鹊ą▓ą║čā ąĘą░ą┐ąŠą╗ąĮąĖč鹥ą╗ąĄą╣, ą┐ąŠčüčéą░ą▓ą║čā ą║ą░č湥čüčéą▓ąĄąĮąĮąŠą│ąŠ čåąĄą╝ąĄąĮčéą░ ąĖ čģąĖą╝ą┤ąŠą▒ą░ą▓ąŠą║, ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄ ą╗čāčćčłąĖčģ ąŠą▒čĆą░ąĘčåąŠą▓ ąŠč鹥č湥čüčéą▓ąĄąĮąĮąŠą│ąŠ čüą╝ąĄčüąĖč鹥ą╗čīąĮąŠą│ąŠ ąĖ ą┤ąŠąĘąĖčĆčāčÄčēąĄą│ąŠ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ , ą░ą▓č鹊ą╝ą░čéąĖąĘą░čåąĖčÅ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą│ąŠ ą┐čĆąŠčåąĄčüčüą░, ą▓ą║ą╗čÄčćą░čÄčēą░čÅ ą║ąŠčĆčĆąĄą║čéąĖčĆąŠą▓ą║čā ąĘą░ą╝ąĄčüą░ ą┐ąŠ čĆą░čüčģąŠą┤čā ą▓ąŠą┤čŗ čü ą░ą╗ą│ąŠčĆąĖčéą╝ą░ą╝ąĖ ąŠą▒čĆą░čéąĮąŠą╣ čüą▓čÅąĘąĖ, ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄ ąŠą┐čéąĖą╝ą░ą╗čīąĮčŗčģ čüčģąĄą╝ ą▓ąĄą┤ąĄąĮąĖčÅ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ą▓
čüą╝ąĄčüąĖč鹥ą╗čī - ą▓čüąĄ čŹč鹊 ą┐ąŠąĘą▓ąŠą╗čÅąĄčé ą┤ąŠčüčéąĖą│ąĮčāčéčī ą║ą░č湥čüčéą▓ą░ ą▒ąĄč鹊ąĮąĮčŗčģ čüą╝ąĄčüąĄą╣, ą▒ą╗ąĖąĘą║ąŠą│ąŠ ą║ ą╗čāčćčłąĖą╝
ąŠą▒čĆą░ąĘčåą░ą╝, ą┐ąŠą╗čāčćą░ąĄą╝čŗą╝ ą▓ ąĘą░čĆčāą▒ąĄąČąĮąŠą╣ ą┐čĆą░ą║čéąĖą║ąĄ.
ąÆąŠčé ą┐ąĄčĆąĄč湥ąĮčī ąŠčüąĮąŠą▓ąĮčŗčģ ąĘą░ą┤ą░čć, ą║ąŠč鹊čĆčŗąĄ čüą╗ąĄą┤čāąĄčé čĆąĄčłąĖčéčī ą┤ą╗čÅ ą┐čĆąĖą▓ąĄą┤ąĄąĮąĖčÅ ą▒ąĄč鹊ąĮąĮąŠą│ąŠ čģąŠąĘčÅą╣čüčéą▓ą░ ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĄ čü ąĄą│ąŠ čüąŠčüč鹊čÅąĮąĖąĄą╝ ąĘą░ čĆčāą▒ąĄąČąŠą╝.
ąóąĄčģąĮąŠą╗ąŠą│ąĖąĖ ąĖ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖąĄ ą┤ą╗čÅ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ čüčéčĆąŠą╣ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓
ą×čüąĮąŠą▓ąĮąŠą╣ č鹥čģąĮąŠą╗ąŠą│ąĖąĄą╣ čłąĄčüčéąĖą┤ąĄčüčÅčéčŗčģ ą▒čŗą╗ą░ (ąĖ ąŠčüčéą░ąĄčéčüčÅ ą┤ąŠ čüąĖčģ ą┐ąŠčĆ) ą┐ąŠč鹊čćąĮąŠ-ą░ą│čĆąĄą│ą░čéąĮą░čÅ, ą│ą┤ąĄ ąĮą░ ą║ą░ąČą┤ąŠą╝ ąĖąĘ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąĖčģ ą┐ąĄčĆąĄą┤ąĄą╗ąŠą▓ ą▓ąĄą┤čāčéčüčÅ ąŠą┐ąĄčĆą░čåąĖąĖ čü č乊čĆą╝ą░ą╝ąĖ ąĖ
ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ ą║čĆą░ąĮąŠą▓čŗčģ ąŠą┐ąĄčĆą░čåąĖą╣. ą×čéčüčāčéčüčéą▓ąĖąĄ č乊čĆą╝ čüčāčēąĄčüčéą▓ąĄąĮąĮąŠ čāą┐čĆąŠčēą░ąĄčé, čāą┤ąĄčłąĄą▓ą╗čÅąĄčé ąĖ čāčüą║ąŠčĆčÅąĄčé č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąĖą╣ ą┐čĆąŠčåąĄčüčü, ą┐ąŠčŹč鹊ą╝čā čüąŠą▓čĆąĄą╝ąĄąĮąĮčŗąĄ č鹥čģąĮąŠą╗ąŠą│ąĖąĖ - čŹč鹊, ą▓ ą┐ąĄčĆą▓čāčÄ ąŠč湥čĆąĄą┤čī, č鹥čģąĮąŠą╗ąŠą│ąĖąĖ ą▒ąĄąĘąŠą┐ą░ą╗čāą▒ąŠčćąĮąŠą│ąŠ č乊čĆą╝ąŠą▓ą░ąĮąĖčÅ: ą▓ąĖą▒čĆąŠą┐čĆąĄčüčüąŠą▓ą░ąĮąĖąĄ ą┤ą╗čÅ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ ą╝ąĄą╗ą║ąŠčłčéčāčćąĮčŗčģ, ą┐čĆąĄąĖą╝čāčēąĄčüčéą▓ąĄąĮąĮąŠ ąĮąĄą░čĆą╝ąĖčĆąŠą▓ą░ąĮąĮčŗčģ ąĖąĘą┤ąĄą╗ąĖą╣ ąĖ ąĮąĄą┐čĆąĄčĆčŗą▓ąĮąŠąĄ č乊čĆą╝ąŠą▓ą░ąĮąĖąĄ ą┐ąŠą│ąŠąĮą░ąČąĮčŗčģ ąĖąĘą┤ąĄą╗ąĖą╣ ąĮą░ ą┤ą╗ąĖąĮąĮčŗčģ čüč鹥ąĮą┤ą░čģ.
ą×ą▒ąĄ čŹčéąĖ č鹥čģąĮąŠą╗ąŠą│ąĖąĖ ą┤ąŠčüčéą░č鹊čćąĮąŠ čłąĖčĆąŠą║ąŠ ąŠčüą▓ąĄčēąĄąĮčŗ ą▓ č鹥čģąĮąĖč湥čüą║ąŠą╣ ą╗ąĖč鹥čĆą░čéčāčĆąĄ, ąĖ ąŠčåąĄąĮą║ąĖ ąĖčģ ą┐čĆą░ą║čéąĖč湥čüą║ąĖ čāčüč鹊čÅą╗ąĖčüčī. ą¤ąŠčéčĆąĄą▒ąĖč鹥ą╗ąĖ ąŠą┐čĆąĄą┤ąĄą╗ąĖą╗ąĖčüčī čü ąĮą░ąĖą▒ąŠą╗ąĄąĄ ą┐ąĄčĆčüą┐ąĄą║čéąĖą▓ąĮčŗą╝ąĖ ą▓ą░čĆąĖą░ąĮčéą░ą╝ąĖ ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖčÅ, ą▓ čćą░čüčéąĮąŠčüčéąĖ, ą┤ą╗čÅ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖčÅ ą▓ čĆąŠčüčüąĖą╣čüą║ąĖčģ čāčüą╗ąŠą▓ąĖčÅčģ.
ą¤ąŠ čüčāčēąĄčüčéą▓čā, ąŠčüąĮąŠą▓ąĮčŗą╝ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĄą╝ čĆą░ąĘą▓ąĖčéąĖčÅ čŹčéąĖčģ č鹥čģąĮąŠą╗ąŠą│ąĖą╣ čÅą▓ą╗čÅąĄčéčüčÅ ąĖčģ ą╝ąŠą┤ąĄčĆąĮąĖąĘą░čåąĖčÅ ą┐čĆąĖą╝ąĄąĮąĖč鹥ą╗čīąĮąŠ ą║ čĆą░čüčłąĖčĆąĄąĮąĖčÄ ąĮąŠą╝ąĄąĮą║ą╗ą░čéčāčĆčŗ ą▓čŗą┐čāčüą║ą░ąĄą╝čŗčģ ą║ąŠąĮčüčéčĆčāą║čåąĖą╣.
ąÆ ą┐ąĄčĆčüą┐ąĄą║čéąĖą▓ąĄ čŹčéąĖ č鹥čģąĮąŠą╗ąŠą│ąĖąĖ ą╝ąŠą│čāčé ą┐ąŠąĘą▓ąŠą╗ąĖčéčī ą▓čŗą┐čāčüą║ą░čéčī ą▓čüčÄ ąĮąŠą╝ąĄąĮą║ą╗ą░čéčāčĆčā ąĖąĘą┤ąĄą╗ąĖą╣ ą┤ą╗čÅ ąČąĖą╗ąĖčēąĮąŠą│ąŠ ąĖ ą┤ąŠčĆąŠąČąĮąŠą│ąŠ čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ą░ (ą┤ą╗čÅ ą╝ą░ą╗ąŠčŹčéą░ąČąĮąŠą│ąŠ čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ą░ čŹč鹊 čāąČąĄ ą▓čŗą┐ąŠą╗ąĮąĄąĮąŠ ą░ą▓č鹊čĆąŠą╝) ąĮąŠ ą┤ą▓ąĖąČąĄąĮąĖąĄ ą┤ąŠą╗ąČąĮąŠ ą▒čŗčéčī ą▓ąĘą░ąĖą╝ąĮčŗą╝: ąĮąĄ č鹊ą╗čīą║ąŠ ą╝ąĄąĮčÅčéčī č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąĖą╣ ą┐čĆąŠčåąĄčüčü ą┐čĆąĖą╝ąĄąĮąĖč鹥ą╗čīąĮąŠ ą║ ą║ąŠąĮčüčéčĆčāą║čéąĖą▓ąĮąŠą╣ č乊čĆą╝ąĄ ąĖąĘą┤ąĄą╗ąĖą╣, ąĮąŠ ąĖ ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░čéčī ą║ąŠąĮčüčéčĆčāą║čåąĖčÄ ą┐čĆąĖą╝ąĄąĮąĖč鹥ą╗čīąĮąŠ ą║ ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčÅą╝ č鹥čģąĮąŠą╗ąŠą│ąĖąĖ. ą¤ąĄčĆčüą┐ąĄą║čéąĖą▓ąĮčŗąĄ ą║ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓čā ą╝ąĄą╗ą║ąŠčłčéčāčćąĮčŗąĄ ąĖąĘą┤ąĄą╗ąĖčÅ, ąĖąĘą│ąŠčéą░ą▓ą╗ąĖą▓ą░ąĄą╝čŗąĄ ą▓ąĖą▒čĆąŠą┐čĆąĄčüčüąŠą▓ą░ąĮąĖąĄą╝: č鹥čĆą╝ąŠą▒ą╗ąŠą║ ŌĆō ąĮąĄčüčāčēąĄ- č鹥ą┐ą╗ąŠąĘą░čēąĖčéąĮčŗą╣ čüč鹥ąĮąŠą▓ąŠą╣ ą║ą░ą╝ąĄąĮčī, čüą░ą╝čŗą╣ ą┤ąĄčłąĄą▓čŗą╣ čüč鹥ąĮąŠą▓ąŠą╣ ą╝ą░č鹥čĆąĖą░ą╗ ąĀąŠčüčüąĖąĖ; ą╗ąŠčéą║ąŠą▓ą░čÅ čåąĄą╝ąĄąĮčéąĮąŠ-ą┐ąĄčüčćą░ąĮą░čÅ č湥čĆąĄą┐ąĖčåą░ - ą▓ąĄčüčīą╝ą░ ą┐ąĄčĆčüą┐ąĄą║čéąĖą▓ąĮčŗą╣ ą║čĆąŠą▓ąĄą╗čīąĮčŗą╣ ą╝ą░č鹥čĆąĖą░ą╗ (čĆąĖčü 3); ą▒ąŠčĆč鹊ą▓ąŠą╣ ą║ą░ą╝ąĄąĮčī čü čāą╝ąĄąĮčīčłąĄąĮąĮąŠą╣ ąĮą░ 35% ą╝ą░č鹥čĆąĖą░ą╗ąŠąĄą╝ą║ąŠčüčéčīčÄ; ą┐ą╗ąĖčéčŗ ą┤ą╗čÅ ą┐ąŠą║čĆčŗčéąĖą╣ čéčĆą░ą╝ą▓ą░ą╣ąĮčŗčģ ą┐čāč鹥ą╣ - ąŠą┤ąĖąĮ čéąĖą┐ąŠčĆą░ąĘą╝ąĄčĆ ą▒ąĄąĘ ą░čĆą╝ą░čéčāčĆčŗ ąĖ ą┐ąĄč鹥ą╗čī ą▓ ą╝ąĄąČčĆąĄą╗čīčüąŠą▓ąŠą╝ ą┐čĆąŠčüčéčĆą░ąĮčüčéą▓ąĄ, ą╝ąĄąČą┤čāą┐čāčéčīąĄ ąĖ ąĮą░ ąŠą▒ąŠčćąĖąĮąĄ. ąÜą▓ą░ą┤čĆą░čéąĮčŗą╣ ą╝ąĄčéčĆ ą┐ąŠą║čĆčŗčéąĖčÅ ąĖąĘ čāą║ą░ąĘą░ąĮąĮčŗčģ ą┐ą╗ąĖčé ąĮą░ 40 % ą┤ąĄčłąĄą▓ą╗ąĄ čüčéą░ąĮą┤ą░čĆčéąĮčŗčģ.
ą¤ąĄčĆčüą┐ąĄą║čéąĖą▓ąĮčŗąĄ ą║ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓čā ąČąĄą╗ąĄąĘąŠą▒ąĄč鹊ąĮąĮčŗąĄ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ ą┤ą╗čÅ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ
ąĮą░ ą╗ąĖąĮąĖčÅčģ ąĮąĄą┐čĆąĄčĆčŗą▓ąĮąŠą│ąŠ č乊čĆą╝ąŠą▓ą░ąĮąĖčÅ: ą┐ą╗ąĖčéčŗ ą┐ąĄčĆąĄą║čĆčŗčéąĖą╣, ą▒ą░ą╗ą║ąĖ, čĆąĖą│ąĄą╗ąĖ, čüą▓ą░ąĖ (čĆąĖčü 4.) ŌĆöą▓čüąĄ čŹč鹊 čāąČąĄ ą▓čŗą┐čāčüą║ą░ąĄčéčüčÅ, ą░ čéą░ą║ąČąĄ ą┤ąŠčĆąŠąČąĮčŗąĄ ą┐ą╗ąĖčéčŗ, ąŠą┐ąŠčĆčŗ ą╗ąĖąĮąĖąĖ 菹╗ąĄą║čéčĆąŠą┐ąĄčĆąĄą┤ą░čć, čüč鹥ąĮąŠą▓čŗąĄ ą┐ą░ąĮąĄą╗ąĖ, čłą┐čāąĮčé.
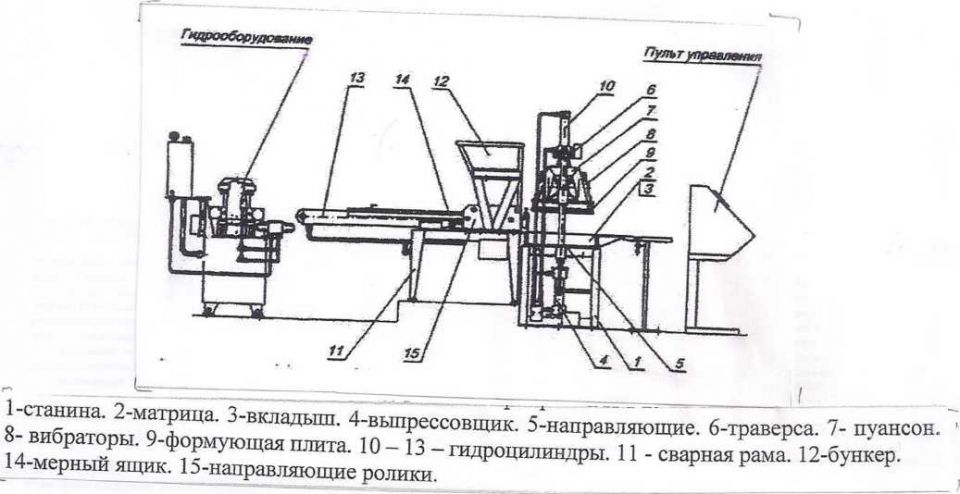
ąĀąĖčü 3. ąÆąĖą▒čĆąŠą┐čĆąĄčüčü ąÆą¤ą¦-2 ą┤ą╗čÅ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ ą╗ąŠčéą║ąŠą▓ąŠą╣ č湥čĆąĄą┐ąĖčåčŗ
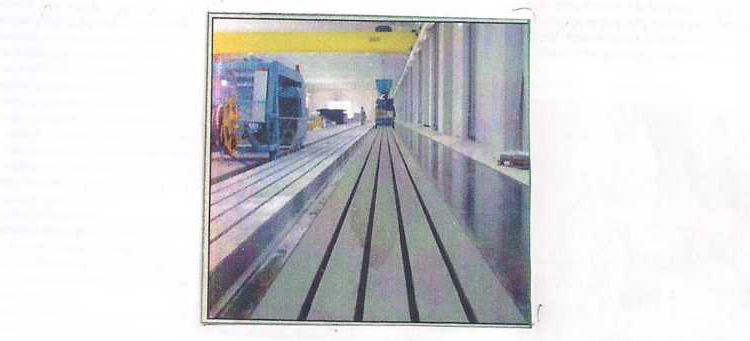
ąĀąĖčü 4. ąøąĖąĮąĖčÅ ąĮąĄą┐čĆąĄčĆčŗą▓ąĮąŠą│ąŠ č乊čĆą╝ąŠą▓ą░ąĮąĖčÅ čüą▓ą░ą╣ ąĖąĘ ą┐ąĄčüčćą░ąĮąŠą│ąŠ ą▒ąĄč鹊ąĮą░
ą¤čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖąĄ čüąŠčüčéą░ą▓ąŠą▓ ą▒ąĄč鹊ąĮą░
ąŁč鹊 ąŠą┤ąĮą░ ąĖąĘ ąĮą░ąĖą▒ąŠą╗ąĄąĄ čüą╗ąŠąČąĮčŗčģ ąĖ ąŠčéą▓ąĄčéčüčéą▓ąĄąĮąĮčŗčģ ąĘą░ą┤ą░čć ą┐čĆąĖ čĆą░ąĘčĆą░ą▒ąŠčéą║ąĄ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą│ąŠ ą┐čĆąŠčåąĄčüčüą░. ąÜą░ą║ąŠą▓ą░ čåąĄąĮą░ ą▓ąŠą┐čĆąŠčüą░? ą¦č鹊 čéą░ą║ąŠąĄ ą┐ąĄčĆąĄčĆą░čüčģąŠą┤ čåąĄą╝ąĄąĮčéą░ ą┐ąŠ čüčĆą░ą▓ąĮąĄąĮąĖčÄ čü ąŠą┐čéąĖą╝ą░ą╗čīąĮčŗą╝ čüąŠčüčéą░ą▓ąŠą╝ ąĮą░ 20 ą║ą│/ą╝ 3? ąÜčāą▒ąŠą▓ą░čÅ ą▒ąĄč鹊ąĮąŠą╝ąĄčłą░ą╗ą║ą░, ą┐ąĄčĆąĄą╝ąĄčłąĖą▓ą░čÅ ą▒ąĄč鹊ąĮčŗ čü ą×ąÜ=5-6 čüą╝, ąĖą╝ąĄąĄčé čüčĆąĄą┤ąĮąĄčüčāč鹊čćąĮčŗą╣ čåąĖą║ą╗ 3 ą╝ąĖąĮ, ąĖą╗ąĖ 300 ąĘą░ą╝ąĄčüąŠą▓ ą▓ č鹥č湥ąĮąĖąĄ 2-čüą╝ąĄąĮąĮąŠą╣ čĆą░ą▒ąŠčéčŗ, ąĖą╗ąĖ 6 čé čåąĄą╝ąĄąĮčéą░ čüč鹊ąĖą╝ąŠčüčéčīčÄ 30 čéčŗčü. čĆčāą▒. ą▓ čüčāčéą║ąĖ ąĖą╗ąĖ 7,5 ą╝ą╗ąĮ čĆčāą▒. ą▓ ą│ąŠą┤. ąÆąĄčüčīą╝ą░ čüąĄčĆčīąĄąĘąĮčŗąĄ ą┤ąĄąĮčīą│ąĖ. ąÉ ąĄčüą╗ąĖ ą▒ąĄč鹊ąĮąŠą╝ąĄčłą░ą╗ą║ąĖ ą┤ą▓ąĄ, ą║ą░ą║ čŹč鹊 ąŠą▒čŗčćąĮąŠ ą▒čŗą▓ą░ąĄčé ąĮą░ ąĘą░ą▓ąŠą┤ą░čģ, ą░ 菹║ąŠąĮąŠą╝ąĖčÅ - 40 ą║ą│/ą╝ 3 (čćč鹊 ą▓ą┐ąŠą╗ąĮąĄ čĆąĄą░ą╗čīąĮąŠ). ąÆčüąĄ čŹč鹊 ąŠąĘąĮą░čćą░ąĄčé ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠčüčéčī ą▓ąĄčüčīą╝ą░ čéčēą░č鹥ą╗čīąĮąŠą│ąŠ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖčÅ čŹč鹊ą│ąŠ čŹčéą░ą┐ą░ čĆą░ą▒ąŠčé.
ąØą░ ąĘą░ą▓ąŠą┤ą░čģ čüą▒ąŠčĆąĮąŠą│ąŠ ąČąĄą╗ąĄąĘąŠą▒ąĄč鹊ąĮą░ ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖąĄ čüąŠčüčéą░ą▓ąŠą▓, ą║ą░ą║ ą┐čĆą░ą▓ąĖą╗ąŠ, ą▓čŗą┐ąŠą╗ąĮčÅąĄčéčüčÅ čüąŠčéčĆčāą┤ąĮąĖą║ą░ą╝ąĖ ąĘą░ą▓ąŠą┤čüą║ąŠą╣ ą╗ą░ą▒ąŠčĆą░č鹊čĆąĖąĖ, ąĘą░ąĖąĮč鹥čĆąĄčüąŠą▓ą░ąĮąĮčŗą╝ąĖ ą▓ ąĮą░ąĘąĮą░č湥ąĮąĖąĖ čüąŠčüčéą░ą▓ąŠą▓ ą▒ąĄč鹊ąĮą░, ą│ą░čĆą░ąĮčéąĖčĆąŠą▓ą░ąĮąŠ ąŠą▒ąĄčüą┐ąĄčćąĖą▓ą░čÄčēąĖčģ čéčĆąĄą▒čāąĄą╝čŗąĄ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ąĖ ą▓ąĮąĄ ąĘą░ą▓ąĖčüąĖą╝ąŠčüčéąĖ ąŠčé ą▓ąĖą┤ą░ čåąĄą╝ąĄąĮčéą░, ąĘą░ą┐ąŠą╗ąĮąĖč鹥ą╗ąĄą╣ ąĖ ą┤čĆ., č鹊 ąĄčüčéčī ąĮąĄčŹą║ąŠąĮąŠą╝ąĖčćąĮčŗčģ. ąÆ čüąŠą▓ąĄčéčüą║ąĖąĄ ą▓čĆąĄą╝ąĄąĮą░ ą┐čĆąĄą┐čÅčéčüčéą▓ąĖąĄą╝ ąĮą░ čŹč鹊ą╝ ą┐čāčéąĖ ą▒čŗą╗ąĖ čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅ ąĮąŠčĆą╝ ąŠ ą╝ą░ą║čüąĖą╝ą░ą╗čīąĮąŠ ą▓ąŠąĘą╝ąŠąČąĮčŗčģ čĆą░čüčģąŠą┤ą░čģ čåąĄą╝ąĄąĮčéą░, ą┐čĆąĖč湥ą╝ ąĮąŠčĆą╝čŗ ą▒čŗą╗ąĖ ą┤ąŠčüčéą░č鹊čćąĮąŠ ąČąĄčüčéą║ąĖą╝ąĖ ąĖ ą║ąŠąĮčéčĆąŠą╗ąĖčĆąŠą▓ą░ą╗ąĖčüčī ąŠčĆą│ą░ąĮą░ą╝ąĖ ąĮą░ą┤ąĘąŠčĆą░. ąĪąĄą╣čćą░čü čüąĖčüč鹥ą╝ą░ čĆą░ąĘą▓ą░ą╗ąĄąĮą░, ą║ąŠąĮčéčĆąŠą╗čÅ ąĮąĖą║ą░ą║ąŠą│ąŠ ąĮąĄčé, ą┤ą░ ąĖ ą▓ čāčüą╗ąŠą▓ąĖčÅčģ čćą░čüčéąĮąŠą╣ čüąŠą▒čüčéą▓ąĄąĮąĮąŠčüčéąĖ ąĄą│ąŠ ąĖ ąĮąĄ ą┤ąŠą╗ąČąĮąŠ ą▒čŗčéčī. ąØąŠ ąĖ čĆčŗąĮą║ą░, ą║ąŠč鹊čĆčŗą╣ ą┤ąŠą╗ąČąĄąĮ čüčéąĖą╝čāą╗ąĖčĆąŠą▓ą░čéčī čüąĮąĖąČąĄąĮąĖąĄ čüąĄą▒ąĄčüč鹊ąĖą╝ąŠčüčéąĖ ą▒ąĄč鹊ąĮą░, č鹊ąČąĄ ąĮąĄčé.
ąĢčüčéčī ąŠą▒čŖąĄą║čéąĖą▓ąĮčŗąĄ ą┐čĆąĖčćąĖąĮčŗ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖčÅ ąĮąĄąŠą┐čéąĖą╝ą░ą╗čīąĮčŗčģ čüąŠčüčéą░ą▓ąŠą▓. ą×ą▒ ąŠą┤ąĮąŠą╣ - ą║ą░ą┤čĆąŠą▓ąŠą╣ ą┐čĆąŠą▒ą╗ąĄą╝ąĄ čāąČąĄ čāą┐ąŠą╝čÅąĮčāč鹊 ą▓čŗčłąĄ. ąÆč鹊čĆą░čÅ - ą▒ąŠą╗ąĄąĄ čüą╗ąŠąČąĮą░čÅ ąĖ ąŠą┐čĆąĄą┤ąĄą╗ąĄąĮą░ ą╝ąĄč鹊ą┤ąĖą║ąŠą╣ ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖčÅ čüąŠčüčéą░ą▓ąŠą▓.
ąŁčéąĖą╝ ą▓ąŠą┐čĆąŠčüąŠą╝ ą▓ ąĀąŠčüčüąĖąĖ ąĘą░ąĮąĖą╝ą░ą╗ąĖčüčī ą▓čŗą┤ą░čÄčēąĖąĄčüčÅ čāč湥ąĮčŗąĄ - ąĪą║čĆą░ą╝čéą░ąĄą▓, ąĪąŠčĆąŠą║ąĄčĆ, ąÜą░ą╣čüąĄčĆ, ąĪąĖąĘąŠą▓, ąæą░ąČąĄąĮąŠą▓. ą×ą┤ąĮą░ą║ąŠ ą▓ąŠčüą┐ąŠą╗čīąĘąŠą▓ą░čéčīčüčÅ ą┐čĆąĄą┤ą╗ąŠąČąĄąĮąĮčŗą╝ąĖ ąĖą╝ąĖ čüą┐ąŠčüąŠą▒ą░ą╝ąĖ ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖčÅ čüąŠčüčéą░ą▓ą░ ą▓ąĄčüčīą╝ą░ ąĘą░čéčĆčāą┤ąĮąĖč鹥ą╗čīąĮąŠ. ą£ąĄč鹊ą┤čŗ čüąŠą┤ąĄčƹȹ░čé ą▒ąŠą╗čīčłąŠąĄ ą║ąŠą╗ąĖč湥čüčéą▓ąŠ 菹╝ą┐ąĖčĆąĖč湥čüą║ąĖčģ č乊čĆą╝čāą╗, ą│čĆą░čäąĖą║ąŠą▓, ąĘą░ą▓ąĖčüčÅčēąĖčģ ąŠčé ą┐ą╗ąŠčģąŠ ąŠą┐čĆąĄą┤ąĄą╗čÅąĄą╝čŗčģ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║. ąóą░ą║, ą║ąŠčŹčäčäąĖčåąĖąĄąĮčé čĆą░ąĘą┤ą▓ąĖąČą║ąĖ ąĘąĄčĆąĄąĮ ą║čĆčāą┐ąĮąŠą│ąŠ ąĘą░ą┐ąŠą╗ąĮąĖč鹥ą╗čÅ čāčüčéą░ąĮą░ą▓ą╗ąĖą▓ą░ąĄčéčüčÅ ą▓ ąĘą░ą▓ąĖčüąĖą╝ąŠčüčéąĖ ąŠčé čāą┤ąŠą▒ąŠčāą║ą╗ą░ą┤čŗą▓ą░ąĄą╝ąŠčüčéąĖ ą▒ąĄč鹊ąĮąĮąŠą╣ čüą╝ąĄčüąĖ (ą┐čĆąĖč湥ą╝ čĆą░ąĘąĮčŗąĄ ą│čĆą░čäąĖą║ąĖ ą┤ą╗čÅ ą┐ąŠą┤ą▓ąĖąČąĮčŗčģ ąĖ ąČąĄčüčéą║ąĖčģ čüą╝ąĄčüąĄą╣), ą║ąŠą╗ąĖč湥čüčéą▓ą░ ąĖ ąĮąŠčĆą╝ą░ą╗čīąĮąŠą╣ ą│čāčüč鹊čéčŗ čåąĄą╝ąĄąĮčéąĮąŠą│ąŠ č鹥čüčéą░, ą║čĆčāą┐ąĮąŠčüčéąĖ ą┐ąĄčüą║ą░, č鹊 ąĄčüčéčī čü ą▓ąĄčüčīą╝ą░ ą▓čŗčüąŠą║ąŠą╣ ąĮąĄąŠą┐čĆąĄą┤ąĄą╗ąĄąĮąĮąŠčüčéčīčÄ.
ąöą░ ą┐ąŠ-ą┤čĆčāą│ąŠą╝čā ąĖ ą▒čŗčéčī ąĮąĄ ą╝ąŠąČąĄčé: ą┐čĆąĖ č湥čéčŗčĆąĄčģ ąĮąĄąĖąĘą▓ąĄčüčéąĮčŗčģ - čĆą░čüčģąŠą┤ čåąĄą╝ąĄąĮčéą░, čēąĄą▒ąĮčÅ, ą┐ąĄčüą║ą░, ą▓ąŠą┤čŗ - čüčāčēąĄčüčéą▓čāčÄčé ą┤ą▓ąĄ čü ą┐ąŠą╗ąŠą▓ąĖąĮąŠą╣ ąĘą░ą▓ąĖčüąĖą╝ąŠčüčéąĖ: čāčĆą░ą▓ąĮąĄąĮąĖąĄ ą░ą▒čüąŠą╗čÄčéąĮčŗčģ ąŠą▒čŖąĄą╝ąŠą▓, čāčĆą░ą▓ąĮąĄąĮąĖąĄ ąæąŠą╗ąŠą╝ąĄčÅ ąĖą╗ąĖ ąĘą░ą║ąŠąĮ ąÆ/ą” ąŠčéąĮąŠčłąĄąĮąĖčÅ, ąĖ ą┐čĆąĄą┤ą╗ąŠąČąĄąĮąĮą░čÅ ą£ą░ą║ą╝ąĖą╗ą╗ą░ąĮąŠą╝ ąĘą░ą▓ąĖčüąĖą╝ąŠčüčéčī ┬½ą┐ąŠčüč鹊čÅąĮčüčéą▓ą░ ą▓ąŠą┤ąŠčüąŠą┤ąĄčƹȹ░ąĮąĖčÅ┬╗, ą┤ąĄą╣čüčéą▓čāčÄčēą░čÅ ą▓ ąŠą│čĆą░ąĮąĖč湥ąĮąĮąŠą╝ ą┤ąĖą░ą┐ą░ąĘąŠąĮąĄ čĆą░čüčģąŠą┤ąŠą▓ čåąĄą╝ąĄąĮčéą░.
ąæąŠą╗ąĄąĄ č鹊ą│ąŠ, ąĮąĄą▓ąŠąĘą╝ąŠąČąĮąŠ čāčüčéą░ąĮąŠą▓ąĖčéčī, ąŠą┐čéąĖą╝ą░ą╗ąĄąĮ ą╗ąĖ ą┐ąŠą╗čāč湥ąĮąĮčŗą╣ ą▓ čĆąĄąĘčāą╗čīčéą░č鹥 ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖčÅ čüąŠčüčéą░ą▓ą░ čĆąĄąĘčāą╗čīčéą░čé, ą╗ąĖą▒ąŠ ą╝ąŠąČąĮąŠ ą┐ąŠą╗čāčćąĖčéčī ąĄčēąĄ ą╗čāčćčłąĖą╣.
ą¤ąŠ čüčāčēąĄčüčéą▓čā, ą┐čĆąĄą┤ą╗ą░ą│ą░ąĄą╝čŗąĄ ą╝ąĄč鹊ą┤ąĖą║ąĖ ą╝ą░ą╗ąŠą┐čĆąĖą│ąŠą┤ąĮčŗ ą┤ą╗čÅ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖčÅ ą┐ąĄčĆčüąŠąĮą░ą╗ąŠą╝ ąĘą░ą▓ąŠą┤ą░.
ą¤ąŠ ąĮą░čłąĄą╝čā ą╝ąĮąĄąĮąĖčÄ, čüą┐ąŠčüąŠą▒ ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖčÅ čüąŠčüčéą░ą▓ą░ ą┤ąŠą╗ąČąĄąĮ ą▒čŗčéčī ą┐čĆąĖąĮčåąĖą┐ąĖą░ą╗čīąĮąŠ ąĖąĘą╝ąĄąĮąĄąĮ. ąöąĄą╣čüčéą▓ąĖč鹥ą╗čīąĮąŠ, ą┐čĆąŠąĄą║čéąĖčĆąŠą▓ą░ąĮąĖąĄ čüąŠčüčéą░ą▓ą░ ą▓ąŠ ą▓čüąĄčģ ą┐čĆąĄą┤ą╗ą░ą│ą░ąĄą╝čŗčģ čā ąĮą░čü ąĖ ąĘą░ čĆčāą▒ąĄąČąŠą╝ čüą┐ąŠčüąŠą▒ą░čģ ąĮą░čćąĖąĮą░ąĄčéčüčÅ čü č鹊ą│ąŠ, čćč鹊 ą╝čŗ ą║ą░ą║ ą▒čāą┤č鹊 ą▓ą┐ąĄčĆą▓čŗąĄ ą┐ąŠą┤ą▒ąĖčĆą░ąĄą╝ čüąŠčüčéą░ą▓. ąÆ ą┤ąĄą╣čüčéą▓ąĖč鹥ą╗čīąĮąŠčüčéąĖ čüąŠčüčéą░ą▓ąŠą▓ ą┐ąŠą┤ąŠą▒čĆą░ąĮąŠ čéčŗčüčÅčćąĖ ąĖ čéčŗčüčÅčćąĖ, ąĖ ąŠč湥ąĮčī ą╝ąĮąŠą│ąĖąĄ ąĖąĘ čŹčéąĖčģ ą┐ąŠą┤ą▒ąŠčĆąŠą▓ ąŠą┐čāą▒ą╗ąĖą║ąŠą▓ą░ąĮčŗ. ąĪčĆąĄą┤ąĖ čŹčéąĖčģ ą╝ąĮąŠą│ąĖčģ ą╝ąŠąČąĮąŠ ąŠčéčŗčüą║ą░čéčī č鹊čé, ą║ąŠč鹊čĆčŗą╣ ą╝ą░ą║čüąĖą╝ą░ą╗čīąĮąŠ ą▒ą╗ąĖąĘąŠą║ ą║ ąĘą░ą┤ą░ąĮąĮąŠą╝čā, č鹊 ąĄčüčéčī ą┐ąŠą┤ą▒ąĖčĆą░ą╗čüčÅ ą┤ą╗čÅ ą┐ąŠą╗čāč湥ąĮąĖčÅ ą▒ąĄč鹊ąĮą░ č鹊ą╣ ąČąĄ ą╝ą░čĆą║ąĖ, čü č鹊ą╣ ąČąĄ čāą┤ąŠą▒ąŠčāą║ą╗ą░ą┤čŗą▓ą░ąĄą╝ąŠčüčéčīčÄ, ąĮą░ čéą░ą║ąĖčģ ąČąĄ čåąĄą╝ąĄąĮčéą░čģ ąĖ čé.ą┤. ąĀąĄčćčī ąĖą┤ąĄčé ąŠ č鹊ą╝, čćč鹊ą▒čŗ ą┤ą░čéčī ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčī ąĖčüą┐ąŠą╗ąĮąĖč鹥ą╗čÄ ą┐ąŠ ą┤ą░ąĮąĮčŗą╝ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ čāąČąĄ ą┐čĆąŠą▓ąĄą┤ąĄąĮąĮčŗčģ ą┐ąŠą┤ą▒ąŠčĆąŠą▓ čāčüčéą░ąĮąŠą▓ąĖčéčī čüąŠčüčéą░ą▓, ą╝ą░ą║čüąĖą╝ą░ą╗čīąĮąŠ ą▒ą╗ąĖąĘą║ąĖą╣ ą║ ąĘą░ą┤ą░ąĮąĮąŠą╝čā.
ąöą╗čÅ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą┤ą░ąĮąĮčŗčģ ą┐ąŠ ąŠą┐čāą▒ą╗ąĖą║ąŠą▓ą░ąĮąĮčŗą╝ čüąŠčüčéą░ą▓ą░ą╝ ą╝čŗ ą╝ąŠąČąĄą╝ ą▓ąŠčüą┐ąŠą╗čīąĘąŠą▓ą░čéčīčüčÅ ąĖąĮčüčéčĆčāą╝ąĄąĮč鹊ą╝, ą║ąŠč鹊čĆąŠą│ąŠ ąĮąĄ ą▒čŗą╗ąŠ ąĮąĖ čā ąĪą║čĆą░ą╝čéą░ąĄą▓ą░, ąĮąĖ čā ąĪąĖąĘąŠą▓ą░, - ą║ąŠą╝ą┐čīčÄč鹥čĆąŠą╝ ąĖ ą╝ąĄč鹊ą┤ąŠą╝ ą┐ą╗ą░ąĮąĖčĆąŠą▓ą░ąĮąĖčÅ ą╝ąĮąŠą│ąŠčäą░ą║č鹊čĆąĮąŠą│ąŠ 菹║čüą┐ąĄčĆąĖą╝ąĄąĮčéą░. ąś čŹčéą░ čĆą░ą▒ąŠčéą░ ą▒čŗą╗ą░ ą┐čĆąŠą▓ąĄą┤ąĄąĮą░ ą░ą▓č鹊čĆąŠą╝ ą┤ą╗čÅ ą┐ąĄčüčćą░ąĮčŗčģ ą▒ąĄč鹊ąĮąŠą▓.
ąóąĄą┐ąĄčĆčī, čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ ą┐ąŠą╗čāč湥ąĮąĮčŗčģ č乊čĆą╝čāą╗ ąĖ ą│čĆą░čäąĖą║ąŠą▓, ą▓ č鹥č湥ąĮąĖąĄ 10 ą╝ąĖąĮčāčé ą╝ąŠąČąĮąŠ čāčüčéą░ąĮąŠą▓ąĖčéčī ą┐čĆąĄą┤ą▓ą░čĆąĖč鹥ą╗čīąĮčŗą╣ čüąŠčüčéą░ą▓ ą▒ąĄč鹊ąĮą░. ą¤ąŠčüą╗ąĄ čŹč鹊ą│ąŠ ą┐ąŠ ą┐čĆąĄą┤ą╗ą░ą│ą░ąĄą╝ąŠą╣ ą╝ąĄč鹊ą┤ąĖą║ąĄ ą┤ąĄą╗ą░čÄčéčüčÅ ą┐čĆąŠą▒ąĮčŗąĄ ąĘą░ą╝ąĄčüčŗ ą┤ą╗čÅ čāč鹊čćąĮąĄąĮąĖčÅ čāą┤ąŠą▒ąŠčāą║ą╗ą░ą┤čŗą▓ą░ąĄą╝ąŠčüčéąĖ čüą╝ąĄčüąĖ ąĖ ąĖąĘą│ąŠčéą░ą▓ą╗ąĖą▓ą░čÄčéčüčÅ ąŠą▒čĆą░ąĘčåčŗ ą┤ą╗čÅ ą┐ąŠą╗čāč湥ąĮąĖčÅ ąĘą░ą▓ąĖčüąĖą╝ąŠčüčéąĖ ąÜ=ąō(ą”/ąÆ). ą¤ąŠ čŹč鹊ą╣ ąĘą░ą▓ąĖčüąĖą╝ąŠčüčéąĖ ąŠą┐čĆąĄą┤ąĄą╗čÅąĄčéčüčÅ čüąŠčüčéą░ą▓, ą╝ą░ą║čüąĖą╝ą░ą╗čīąĮąŠ ą▒ą╗ąĖąĘą║ąĖą╣ ą║ ąŠą┐čéąĖą╝ą░ą╗čīąĮąŠą╝čā. ąÆčüąĄ ą┐čĆąŠčćąĖąĄ ą┤ą░ąĮąĮčŗąĄ, ąĘą░ą▓ąĖčüčÅčēąĖąĄ ąŠčé čüą▓ąŠą╣čüčéą▓ ąĘą░ą┐ąŠą╗ąĮąĖč鹥ą╗ąĄą╣, čåąĄą╝ąĄąĮčéą░ ąĖ ą┤čĆ., ą░ą▓č鹊ą╝ą░čéąĖč湥čüą║ąĖ čāčćč鹥ąĮčŗ ą┐čĆąĄą┤ą╗ą░ą│ą░ąĄą╝čŗą╝ (ąĘą░ą┐ą░č鹥ąĮč鹊ą▓ą░ąĮąĮčŗą╝) čüą┐ąŠčüąŠą▒ąŠą╝, ą│ą┤ąĄ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖąĄ ąŠą▒čĆą░ąĘčåąŠą▓ ą▓ąĄą┤ąĄčéčüčÅ ąĖąĘ ąĘą░ą┤ą░ąĮąĮčŗčģ ą╝ą░č鹥čĆąĖą░ą╗ąŠą▓ ąĖ ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĖ čü čéčĆąĄą▒ąŠą▓ą░ąĮąĖčÅą╝ąĖ č鹥čģąĮąŠą╗ąŠą│ąĖąĖ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ, ą┤ą╗čÅ ą║ąŠč鹊čĆąŠą╣ ą┐ąŠą┤ą▒ąĖčĆą░ąĄčéčüčÅ čüąŠčüčéą░ą▓.

ąóąĄą┐ą╗ąŠą▓ą╗ą░ąČąĮąŠčüčéąĮą░čÅ ąŠą▒čĆą░ą▒ąŠčéą║ą░
ąÆ č鹥čģąĮąŠą╗ąŠą│ąĖąĖ ą▓ąĖą▒čĆąŠą┐čĆąĄčüčüąŠą▓ą░ąĮąĖčÅ 20 ą▒ąĄč鹊ąĮąĮčŗčģ čüč鹥ąĮąŠą▓čŗčģ ą║ą░ą╝ąĮąĄą╣ ąĖąĘą│ąŠčéą░ą▓ą╗ąĖą▓ą░čÄčéčüčÅ ąĘą░ 20 ąĖ ą╝ąĄąĮąĄąĄ čüąĄą║čāąĮą┤. ąóą░ą║ąĖą╝ ąŠą▒čĆą░ąĘąŠą╝, ą▓čĆąĄą╝čÅ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ąĖąĘą┤ąĄą╗ąĖčÅ - ąŠą┤ąĮą░ čüąĄą║čāąĮą┤ą░. ą¤ąŠčüą╗ąĄ ąĮąĄą╝ąĄą┤ą╗ąĄąĮąĮąŠą╣ čĆą░čüą┐ą░ą╗čāą▒ą║ąĖ ą║ą░ą╝ąĮąĖ ąĮą░ą┐čĆą░ą▓ą╗čÅčÄčéčüčÅ ą▓ ą║ą░ą╝ąĄčĆčā ąóąÆą×, ą│ą┤ąĄ ą┐čĆąŠčģąŠą┤čÅčé č鹥čĆą╝ąŠąŠą▒čĆą░ą▒ąŠčéą║čā ą▓ č鹥č湥ąĮąĖąĄ 12-14 čćą░čüąŠą▓. ą»ą▓ąĮčŗą╣ ą░ąĮą░čģčĆąŠąĮąĖąĘą╝.
ąŁčéąĖ čĆąĄąČąĖą╝čŗ ąóąÆą× ąĖ 70%-ąĮą░čÅ ąŠčéą┐čāčüą║ąĮą░čÅ ą┐čĆąŠčćąĮąŠčüčéčī - ąĮą░čüą╗ąĄą┤ąĖąĄ ą┐ąŠč鹊čćąĮąŠ-ą░ą│čĆąĄą│ą░čéąĮąŠą╣ č鹥čģąĮąŠą╗ąŠą│ąĖąĖ ąĖ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖčÅ ą▒ąĄč鹊ąĮąĮčŗčģ čüą╝ąĄčüąĄą╣ čü ą▓čŗčüąŠą║ąŠą╣ ą┐ąŠą┤ą▓ąĖąČąĮąŠčüčéčīčÄ. ą×čéą║čāą┤ą░ ą▓ąĘčÅą╗ąĖčüčī čŹčéąĖ 70%? ą¤čĆąĄą┤ą┐ąŠą╗ą░ą│ą░ą╗ąŠčüčī, čćč鹊 čüčĆą░ąĘčā ą┐ąŠčüą╗ąĄ ąĖąĘą│ąŠč鹊ą▓ą╗ąĄąĮąĖčÅ ąĖąĘą┤ąĄą╗ąĖąĄ ą┤ąŠą╗ąČąĮąŠ ą▒čŗčéčī ąŠčéą┐čĆą░ą▓ą╗ąĄąĮąŠ ąĮą░ čüčéčĆąŠą╣ą┐ą╗ąŠčēą░ą┤ą║čā ąĖ čāčüčéą░ąĮąŠą▓ą╗ąĄąĮąŠ ą▓ 菹║čüą┐ą╗čāą░čéą░čåąĖčÄ. ąÉ ą┐ąŠč湥ą╝čā čéą░ą║? ą×čéč湥ą│ąŠ čüč鹥ąĮąŠą▓ąŠą╣ ą║ą░ą╝ąĄąĮčī ąĮąĄ čüąĮčÅčéčī čü č乊čĆą╝ąŠą▓ąŠčćąĮąŠą│ąŠ ą┐ąŠą┤ą┤ąŠąĮą░ ą┐čĆąĖ 20 % ą┐čĆąŠčćąĮąŠčüčéąĖ (čŹč鹊ą│ąŠ ą┤ąŠčüčéą░č鹊čćąĮąŠ ą┤ą╗čÅ ą┐čĆąŠą▓ąĄą┤ąĄąĮąĖčÅ čéčĆą░ąĮčüą┐ąŠčĆčéąĮčŗčģ ąŠą┐ąĄčĆą░čåąĖą╣ ąĖ ą┐ą░ą║ąĄčéąĖčĆąŠą▓ą║ąĖ), ą┐ąĄčĆąĄą│čĆčāąĘąĖčéčī ąĮą░ čéčĆą░ąĮčüą┐ąŠčĆčéąĮčŗą╣ ą┐ąŠą┤ą┤ąŠąĮ ąĖ ąĮą░ą┐čĆą░ą▓ąĖčéčī ą┤ąŠąĘčĆąĄą▓ą░čéčī ąĮą░ čüą║ą╗ą░ą┤ąĄ ą│ąŠč鹊ą▓ąŠą╣ ą┐čĆąŠą┤čāą║čåąĖąĖ? ąŁč鹊 ą▓ąŠą┐čĆąŠčü ąŠčĆą│ą░ąĮąĖąĘą░čåąĖąĖ č鹥čģąĮąŠą╗ąŠą│ąĖč湥čüą║ąŠą│ąŠ ą┐čĆąŠčåąĄčüčüą░. ąöą▓ą░ą┤čåą░čéąĖą┐čĆąŠčåąĄąĮčéąĮą░čÅ ą┐čĆąŠčćąĮąŠčüčéčī ą┐čĆąĖ čĆą░ą▒ąŠč鹥 čü ┬½ą│ąŠčĆčÅčćąĖą╝ąĖ┬╗ ąĘą░ą┐ąŠą╗ąĮąĖč鹥ą╗čÅą╝ąĖ ąĖ ą┐ąŠą┤ąŠą│čĆąĄč鹊ą╣ ą▓ąŠą┤ąŠą╣ ą┤ąŠčüčéąĖą│ą░ąĄčéčüčÅ ą▓ čåąĄčģąĄ č湥čĆąĄąĘ 2-3 čćą░čüą░ ą┐čĆąĖ ą║ąŠą╝ąĮą░čéąĮąŠą╣ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĄ - čŹč鹊 ą┐ąĄčĆąĖąŠą┤ čüčéčĆčāą║čéčāčĆąŠąŠą▒čĆą░ąĘąŠą▓ą░ąĮąĖčÅ ąČąĄčüčéą║ąŠą╣ ą▒ąĄč鹊ąĮąĮąŠą╣ čüą╝ąĄčüąĖ - ą┐ąĄčĆąĖąŠą┤ ąĖąĮč鹥ąĮčüąĖą▓ąĮąŠą│ąŠ ąĮą░ą▒ąŠčĆą░ ą┐čĆąŠčćąĮąŠčüčéąĖ ą▓ ąĮą░čćą░ą╗čīąĮčŗą╣ ą┐ąĄčĆąĖąŠą┤ čéą▓ąĄčĆą┤ąĄąĮąĖčÅ.
ąóą░ą║ąĖą╝ ąŠą▒čĆą░ąĘąŠą╝, č湥čĆąĄąĘ 2-3 čćą░čüą░ ą╝ąŠąČąĮąŠ ąŠčüą▓ąŠą▒ąŠą┤ąĖčéčī č乊čĆą╝ąŠą▓ąŠčćąĮčŗą╣ ą┐ąŠą┤ą┤ąŠąĮ ąĖ ą▓ąĄčĆąĮčāčéčī ąĄą│ąŠ ąĮą░ ą┐ąŠčüčé č乊čĆą╝ąŠą▓ą░ąĮąĖčÅ.
ąÉąĮą░ą╗ąŠą│ąĖčćąĮčŗąĄ ą┐čĆąĄą┤ą╗ąŠąČąĄąĮąĖčÅ ą╝ąŠą│čāčé ą▒čŗčéčī čüą┤ąĄą╗ą░ąĮčŗ ąĖ ą┤ą╗čÅ ą┤čĆčāą│ąĖčģ č鹥čģąĮąŠą╗ąŠą│ąĖą╣ ą▒ąĄąĘąŠą┐ą░ą╗čāą▒ąŠčćąĮąŠą│ąŠ č乊čĆą╝ąŠą▓ą░ąĮąĖčÅ.
ą¤ąŠą┤ą▓ąŠą┤čÅ ąĮąĄčāč鹥賹Ėč鹥ą╗čīąĮčŗąĄ ąĖč鹊ą│ąĖ ąŠčåąĄąĮą║ąĖ čüąŠčüč鹊čÅąĮąĖčÅ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠčüčéąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ ą▒ąĄč鹊ąĮą░ ąĖ ąČąĄą╗ąĄąĘąŠą▒ąĄč鹊ąĮą░, ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠ ąŠčéą▓ąĄčéąĖčéčī ąĮą░ ą│ąŠčĆą░ąĘą┤ąŠ ą▒ąŠą╗ąĄąĄ ą▓ą░ąČąĮčŗą╣ ą▓ąŠą┐čĆąŠčü, ą┐ąŠąĘą▓ąŠą╗ąĖčé ą╗ąĖ čĆąĄąŠčĆą│ą░ąĮąĖąĘą░čåąĖčÅ ąŠčéčĆą░čüą╗ąĖ čĆąĄčłąĖčéčī ą│ą╗ą░ą▓ąĮčāčÄ ąĘą░ą┤ą░čćčā, ą┐ąŠčüčéą░ą▓ą╗ąĄąĮąĮčāčÄ ą┐ąĄčĆąĄą┤ ąĮąĄą╣: ąŠčĆą│ą░ąĮąĖąĘąŠą▓ą░čéčī ą╝ą░čüčüąŠą▓ąŠąĄ ąČąĖą╗ąĖčēąĮąŠąĄ čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ąŠ ą┐ąŠ ą┐čĆąŠą│čĆą░ą╝ą╝ąĄ ┬½ąöąŠčüčéčāą┐ąĮąŠąĄ ąĖ ą║ąŠą╝č乊čĆčéąĮąŠąĄ ąČąĖą╗čīąĄ ą│čĆą░ąČą┤ą░ąĮą░ą╝ ąĀąŠčüčüąĖąĖ┬╗.
ąĪąŠą┐ąŠčüčéą░ą▓ąĖą╝ ąĮčāąČą┤čŗ ąĮą░čüąĄą╗ąĄąĮąĖčÅ čü čĆąĄą░ą╗čīąĮčŗą╝ąĖ ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčÅą╝ąĖ čüčéčĆąŠąĖč鹥ą╗čīąĮąŠą╣ ąĖąĮą┤čāčüčéčĆąĖąĖ. ąĪąĄą│ąŠą┤ąĮčÅ ą▓ ąĀąŠčüčüąĖąĖ ąĄąČąĄą│ąŠą┤ąĮąŠ čüčéčĆąŠąĖčéčüčÅ ąŠą║ąŠą╗ąŠ 40 ą╝ą╗ąĮ ą╝^ ąČąĖą╗čīčÅ, ąĖ ąĄčüą╗ąĖ ą┐čĆąŠą┤ąŠą╗ąČą░čéčī čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ąŠ čéą░ą║ąĖą╝ąĖ č鹥ą╝ą┐ą░ą╝ąĖ, č鹊 ąĮą░ ą▓čŗą┐ąŠą╗ąĮąĄąĮąĖąĄ ą┐čĆąŠą│čĆą░ą╝ą╝čŗ čāą╣ą┤ąĄčé ą▒ąŠą╗ąĄąĄ 100 ą╗ąĄčé - ą┤ą╗čÅ ąĮąĄčüą║ąŠą╗čīą║ąĖčģ ą┐ąŠą║ąŠą╗ąĄąĮąĖą╣ čĆąŠčüčüąĖčÅąĮ čüąŠą▒čüčéą▓ąĄąĮąĮąŠąĄ ąČąĖą╗čīąĄ čéą░ą║ ąĖ ąŠčüčéą░ąĮąĄčéčüčÅ ąĮąĄčüą▒čŗč鹊čćąĮąŠą╣ ą╝ąĄčćč鹊ą╣.
ąś čćč鹊 ąĮąĖ ą┤ąĄą╗ą░ą╣ čü ąĖą┐ąŠč鹥ą║ąŠą╣ ąĖ ą║ą░ą║ ąĮąĖ čāą▓ąĄą╗ąĖčćąĖą▓ą░ą╣ ą┤ąŠčģąŠą┤čŗ ąĮą░čüąĄą╗ąĄąĮąĖčÅ (ąĄčēąĄ ąŠą┤ąĮą░ ąĮąĄčüą▒čŗč鹊čćąĮą░čÅ ą╝ąĄčćčéą░), ą▓ ąĀąŠčüčüąĖąĖ ąĮąĄčé čüčéčĆąŠąĖč鹥ą╗čīąĮąŠą╣ ąĖąĮą┤čāčüčéčĆąĖąĖ, čüą┐ąŠčüąŠą▒ąĮąŠą╣ čĆąĄčłąĖčéčī čŹčéčā ąĘą░ą┤ą░čćčā. ąĢąĄ ąĮą░ą┤ąŠ čüąŠąĘą┤ą░ą▓ą░čéčī ąĘą░ąĮąŠą▓ąŠ, ąĖ čŹč鹊 ą┤ąŠą╗ąČąĮą░ ą▒čŗčéčī ą┤čĆčāą│ą░čÅ ąĖąĮą┤čāčüčéčĆąĖčÅ, ą│ą╗ą░ą▓ąĮčŗą╝ ąŠą▒čĆą░ąĘąŠą╝, ą╝ą░ą╗ąŠčŹčéą░ąČąĮąŠą│ąŠ ą┤ąŠą╝ąŠčüčéčĆąŠąĄąĮąĖčÅ, ą║ą░ą║ čŹč鹊 ą┤ąĄą╗ą░ąĄčéčüčÅ ą▓ąŠ ą▓čüąĄą╝ ą╝ąĖčĆąĄ.
ąÜą░ą║ ąĄąĄ čüąŠąĘą┤ą░čéčī, ą┐čĆąĖ čÅą▓ąĮąŠą╝ ąĮąĄąČąĄą╗ą░ąĮąĖąĖ ą│ąŠčüčāą┤ą░čĆčüčéą▓ą░ ą╝ąĄąĮčÅčéčī čćč鹊-ą╗ąĖą▒ąŠ ą▓ čüą╗ąŠąČąĖą▓čłąĄą╣čüčÅ ą┐čĆą░ą║čéąĖą║ąĄ čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ą░? ąś ą▓ąŠąŠą▒čēąĄ, ą╝ąŠąČąĮąŠ ą╗ąĖ čćč鹊-č鹊 čüą┤ąĄą╗ą░čéčī ą┤ą╗čÅ čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ą░ ą┤ąŠčüčéčāą┐ąĮąŠą│ąŠ ąĖ ą║ą░č湥čüčéą▓ąĄąĮąĮąŠą│ąŠ ąČąĖą╗čīčÅ? ąØąĄčüąŠą╝ąĮąĄąĮąĮąŠ!
ąöąĄą╗ą░ąĄą╝ ą▓čŗą▓ąŠą┤čŗ ąĖąĘ ą░ąĮą░ą╗ąŠą│ąĖčćąĮąŠą╣ čüąĖčéčāą░čåąĖąĖ: ą▓ ąĮą░čćą░ą╗ąĄ ą┤ą▓čāčģčéčŗčüčÅčćąĮčŗčģ ą┐čĆąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąĄ čåąĄą╝ąĄąĮčéą░, ą▓ ą┐ąĄčĆą▓čāčÄ ąŠč湥čĆąĄą┤čī ąĖąĘ-ąĘą░ ą┤ąĄčäąĖčåąĖčéą░ ą╝ąŠčēąĮąŠčüč鹥ą╣, čåąĄąĮčŗ ąĮą░ ąĮąĄą│ąŠ ą▓čŗčĆąŠčüą╗ąĖ ą▓ čłąĄčüčéčī čĆą░ąĘ. ąś č鹊ą│ą┤ą░ ąĮą░ ą│ąŠčüčāą┤ą░čĆčüčéą▓ąĄąĮąĮąŠą╝ čāčĆąŠą▓ąĮąĄ ą▒čŗą╗ąŠ ą┐čĆąĖąĮčÅč鹊 čĆąĄčłąĄąĮąĖąĄ ąŠ čüąĮąĖąČąĄąĮąĖąĖ ą┐ąŠčłą╗ąĖąĮ ą┐čĆąĖ ą┐ąŠą║čāą┐ą║ąĄ čüčéčĆąŠąĖč鹥ą╗čīąĮčŗą╝ąĖ čäąĖčĆą╝ą░ą╝ąĖ čåąĄą╝ąĄąĮčéą░ ąĖąĘ ąóčāčĆčåąĖąĖ. ąÆ čĆąĄąĘčāą╗čīčéą░č鹥 čåąĄąĮčŗ ąŠč鹥č湥čüčéą▓ąĄąĮąĮčŗčģ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗ąĄą╣ čāą┐ą░ą╗ąĖ ą▓ čĆą░ąĘčŗ. ą¤ąŠč湥ą╝čā ą▒čŗ ąĮą░ ą┐ąĄčĆą▓ąŠą╝ čŹčéą░ą┐ąĄ ąĮąĄ ą┐ąŠčüčéčāą┐ąĖčéčī čéą░ą║ ąĖ čü ąČąĖą╗ąĖčēąĮčŗą╝ čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ąŠą╝? ąŻą│ąŠą▓ąŠčĆčŗ, ą┐čĆąĖąĘčŗą▓čŗ, ąĘą░ą┐čĆąĄčéčŗ ą▒ąĄčüą┐ąŠą╗ąĄąĘąĮčŗ - ąĮą░ čĆčŗąĮąŠą║ ą╝ąŠąČąĮąŠ ą▓ą╗ąĖčÅčéčī č鹊ą╗čīą║ąŠ čĆčŗąĮąŠčćąĮčŗą╝ąĖ ą╝ąĄč鹊ą┤ą░ą╝ąĖ. ąØąĄ čģąŠčéąĖč鹥 čüčéčĆąŠąĖčéčī čüą░ą╝ąĖ (ą░ą▓č鹊čĆąŠą╝ ą┐čĆąĄą┤ą╗ąŠąČąĄąĮą░ ┬½ąĪąĖčüč鹥ą╝ą░ čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ą░ ŌĆ£ąóąĄčĆą╝ąŠą▒ą╗ąŠą║ŌĆØ┬╗ [1,3], ą│ą┤ąĄ čüčéčĆąŠąĖč鹥ą╗čīąĮą░čÅ čüč鹊ąĖą╝ąŠčüčéčī (ą┐čĆąŠą┤ą░ąČąĮą░čÅ čåąĄąĮą░) 13 čéčŗčü. čĆčāą▒./ą╝ 2), ąĄčüčéčī ą┐čĆąĄą┤ą╗ąŠąČąĄąĮąĖčÅ ą║ąĖčéą░ą╣čüą║ąĖčģ čäąĖčĆą╝: ą╝ą░ą╗ąŠčŹčéą░ąČąĮąŠąĄ ąČąĖą╗čīąĄ ┬½ą┐ąŠą┤ ą║ą╗čÄčć┬╗ ą┐ąŠ čåąĄąĮąĄ 300 $/ą╝ 2 (ą▓ ąŠą▒ąŠąĖčģ čüą╗čāčćą░čÅ ą▒ąĄąĘ ąĘąĄą╝ą╗ąĖ ąĖ ą┐ąŠą┤čüąŠąĄą┤ąĖąĮąĄąĮąĖčÅ ą║ čüąĄčéčÅą╝).
ąŚąĄą╝ą╗čÅ - ąĮą░čåąĖąŠąĮą░ą╗čīąĮąŠąĄ ą┤ąŠčüč鹊čÅąĮąĖąĄ ąĖ ą┐čĆąĖąĮą░ą┤ą╗ąĄąČąĖčé ą│čĆą░ąČą┤ą░ąĮą░ą╝ ąĀąŠčüčüąĖąĖ ą┐ąŠ ą┐čĆą░ą▓čā čĆąŠąČą┤ąĄąĮąĖčÅ. ąśąĮčäčĆą░čüčéčĆčāą║čéčāčĆą░ ąĖ čüąĄčéąĖ ą▓ąŠ ą▓čüąĄą╝ ą╝ąĖčĆąĄ - čŹč鹊 ąŠą▒čÅąĘą░ąĮąĮąŠčüčéčī čüąŠčåąĖą░ą╗čīąĮąŠą│ąŠ ą│ąŠčüčāą┤ą░čĆčüčéą▓ą░.
ąÜčüčéą░čéąĖ, ąĮą░čüč湥čé čåąĄąĮ. ąĀąŠčüčüąĖčÅ ąĘą░ąĮąĖą╝ą░ąĄčé 123-ąĄ ą╝ąĄčüč鹊 čüčĆąĄą┤ąĖ 127 čüčéčĆą░ąĮ, ąŠą▒čüą╗ąĄą┤ąŠą▓ą░ąĮąĮčŗčģ ą░ąĮą│ą╗ąĖą╣čüą║ąŠą╣ čäąĖčĆą╝ąŠą╣ ┬½ąŁą▓ą░ąĮčü┬╗ ą┐ąŠ čüąŠąŠčéąĮąŠčłąĄąĮąĖčÄ čüčĆąĄą┤ąĮąĄą│ąŠą┤ąŠą▓ąŠą╣ ą┤ąŠčģąŠą┤ ą│čĆą░ąČą┤ą░ąĮ ŌĆö čüč鹊ąĖą╝ąŠčüčéčī ą╝ 2 ąČąĖą╗čīčÅ čŹą║ąŠąĮąŠą╝ ą║ą╗ą░čüčüą░. ąĪčĆąĄą┤ąĮąĄčüčéą░čéąĖčüčéąĖč湥čüą║ąŠą╝čā čĆąŠčüčüąĖčÅąĮąĖąĮčā ąĮčāąČąĮąŠ ą║ąŠą┐ąĖčéčī ąĮą░ ąČąĖą╗čīąĄ 26.1 ą│ąŠą┤ą░. ąŚą░ ąĮą░ą╝ąĖ č鹊ą╗čīą║ąŠ ąæąĄą╗ą░čĆčāčüčī 28,1; ą¦ąĄčĆąĮąŠą│ąŠčĆąĖčÅ 30,2; ą¤ą░ą║ąĖčüčéą░ąĮ 40,6; ąÜąŠčĆąŠą╗ąĄą▓čüčéą▓ąŠ ą£ą░čĆąŠą║ą║ąŠ 67,5 ą╗ąĄčé.
ą×ą┐čŗčé čĆąĄčłąĄąĮąĖčÅ ąČąĖą╗ąĖčēąĮąŠą╣ ą┐čĆąŠą▒ą╗ąĄą╝čŗ ą▓ čĆčÅą┤ąĄ čüčéčĆą░ąĮ - ąÉą╝ąĄčĆąĖą║ą░ (ąĘąĮą░ą╝ąĄąĮąĖčéčŗąĄ ąøąĄą▓ąĖčéčéą░čāąĮčŗ), ą┤ąŠą▓ąŠąĄąĮąĮą░čÅ ąōąĄčĆą╝ą░ąĮąĖčÅ, ąÜąĖčéą░ą╣ ŌĆö ą┐ąŠą║ą░ąĘą░ą╗ ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčī čĆąĄą░ą╗ąĖąĘą░čåąĖąĖ ą┐čĆąŠą│čĆą░ą╝ą╝čŗ čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ą░ ą┤ąŠčüčéčāą┐ąĮąŠą│ąŠ ąČąĖą╗čīčÅ ą▓ č鹊ą╝ čćąĖčüą╗ąĄ ąĖ ą┤ą╗čÅ ą╝ą░ą╗ąŠąŠą▒ąĄčüą┐ąĄč湥ąĮąĮčŗčģ čüą╗ąŠąĄą▓ ąĮą░čüąĄą╗ąĄąĮąĖčÅ.
ąÉą▓č鹊čĆ: ąÜ.ąś. ąøčīą▓ąŠą▓ąĖčć, ą┤ąŠą║č鹊čĆ č鹥čģąĮąĖč湥čüą║ąĖčģ ąĮą░čāą║, ą┐čĆąŠč乥čüčüąŠčĆ:
znvygb%3Ncebs-yibivpu(vjb)znvy.eh">

ąĪą┐ąĖčüąŠą║ ą╗ąĖč鹥čĆą░čéčāčĆčŗ
- ┬ĀąÜ. ąś. ąøčīą▓ąŠą▓ąĖčć. ąóąĄčĆą╝ąŠą▒ą╗ąŠą║. ąĪąĖčüč鹥ą╝ą░ čüčéčĆąŠąĖč鹥ą╗čīčüčéą▓ą░ ą┤ąŠčüčéčāą┐ąĮąŠą│ąŠ ąČąĖą╗čīčÅ // ą¢ąæąś ąĖ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ, Ōä¢ 1,2017.
- ┬ĀąÜ. ąś. ąøčīą▓ąŠą▓ąĖčć. ą¤ąŠą┤ą│ąŠč鹊ą▓ą║ą░ ą┐ąĄčüą║ą░ ą┤ą╗čÅ ą▒ąĄč鹊ąĮą░ // ą¢ąæąś ąĖ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ, Ōä¢ 2, 2017.
- ┬ĀąÜ. ąś. ąøčīą▓ąŠą▓ąĖčć. ą¤ąĄčüčćą░ąĮčŗą╣ ą▒ąĄč鹊ąĮ - čüčéčĆąŠąĖč鹥ą╗čīąĮčŗą╣ ą╝ą░č鹥čĆąĖą░ą╗ ąĀąŠčüčüąĖąĖ // ą¢ąæąś ąĖ ą║ąŠąĮčüčéčĆčāą║čåąĖąĖ, Ōä¢ 3, 2017.














ąÜąŠą╝ą╝ąĄąĮčéą░čĆąĖąĖ (0)